Summary
Pressure-sensitive adhesives (PSAs) bond instantly under light pressure without curing or chemical reactions. This guide explains the science behind PSA performance—from viscoelasticity and glass transition temperature (Tg) to tackifiers, crosslinking, the Four Performance Pillars, and the Chang Viscoelastic Window—helping engineers understand why industrial tapes are formulated for long-term reliability rather than simply feeling sticky.

Key Takeaways
- Sticky to the touch does not always mean stronger bonding.
- PSA performance depends on a balance of tack, peel, shear, and cohesion.
- Tg, tackifiers, and crosslink density determine adhesive behavior.
- The Chang Viscoelastic Window predicts adhesive performance before physical testing.
- Different applications require different performance balances.
Table of Contents
- What Is a Pressure-Sensitive Adhesive?
- Why PSAs Are Viscoelastic Materials
- Storage and Loss Modulus
- The Dahlquist Criterion
- Glass Transition Temperature (Tg)
- Monomer Design
- Tackifiers
- Crosslinking
- The Four Performance Pillars
- The Chang Viscoelastic Window
- Standard Testing Methods
- How to Select the Right PSA
Introduction
Most people instinctively judge a tape by touching its adhesive surface.
If it feels sticky enough to cling to your fingers or leaves thin adhesive strings behind, it must be a strong tape—right?
Not necessarily.
In fact, some of the world’s highest-performing industrial tapes, including acrylic foam tapes used in automotive assembly, electronic devices, and aerospace applications, often feel surprisingly “dry” when touched. Yet once properly applied, they can withstand years of heat, vibration, humidity, chemicals, and mechanical stress without losing adhesion.
Meanwhile, many inexpensive tapes create an immediate sensation of stickiness but begin lifting, peeling, or leaving adhesive residue only days after installation.
This contradiction raises an important question:
Why doesn’t a sticky feeling always translate into a strong bond?
The answer lies in one of the most misunderstood concepts in adhesive engineering: viscoelasticity.
Pressure-sensitive adhesives (PSAs) are not designed simply to be “sticky.” Instead, they are carefully engineered to balance multiple mechanical properties—including tack, peel adhesion, shear resistance, cohesion, and long-term durability—depending on the intended application.
Understanding this balance explains why professional engineers rarely evaluate adhesive performance by touch alone.
Instead, they rely on material science.
In this guide, we’ll explore the engineering principles behind pressure-sensitive adhesives, including:
- Why finger tack can be misleading
- How viscoelasticity controls adhesive performance
- The role of glass transition temperature (Tg)
- Why tackifiers and crosslinking dramatically change adhesive behavior
- How industrial manufacturers optimize adhesives for completely different applications
By the end of this article, you’ll understand why “feels sticky” and “sticks well” are often two very different things.
1. The Biggest Myth About Sticky Tape
One of the most common misconceptions in the adhesive industry is remarkably simple:
The stickier a tape feels, the better it must perform.
It sounds logical.
After all, our brains naturally associate immediate stickiness with stronger adhesion.
But adhesive engineers know this assumption is often wrong.
In reality, the sensation you feel with your fingertips represents only a small part of an adhesive’s overall performance.
When you touch a pressure-sensitive adhesive, you’re primarily experiencing its initial tack—the ability of the adhesive to quickly wet a surface under very light pressure.
However, successful long-term bonding depends on several additional properties that cannot be judged by touch.
These include:
| Property | What It Measures | Can You Feel It? |
| Tack | Initial contact under light pressure | Yes |
| Peel Adhesion | Force required to remove the tape | No |
| Shear Strength | Resistance to sliding under continuous load | No |
| Cohesion | Internal strength of the adhesive layer | No |
| Durability | Resistance to heat, UV, moisture, and aging | No |
This explains why two tapes can produce completely different results in real-world applications.
Imagine two examples:
Tape A
- Extremely sticky to the touch
- Instantly grabs your fingers
- Leaves adhesive strings when peeled
After several days on an outdoor metal surface, however, the adhesive slowly flows under heat, loses internal strength, and begins peeling away.
Tape B
- Feels only mildly sticky
- Almost no finger tack
- Clean, dry surface sensation
Yet once pressure is applied during installation, the adhesive gradually wets the substrate, forms molecular contact, and develops an exceptionally strong bond capable of lasting for years.
From an engineering perspective, Tape B is usually the better adhesive, even though it initially feels less impressive.
The lesson is simple:
Finger tack measures how fast an adhesive grabs—not how well it performs over its service life.
Professional adhesive selection therefore begins with application requirements, not finger tests.
Before asking:
“How sticky is this tape?”
Engineers ask:
- What substrate will it bond to?
- How much load will it carry?
- What temperatures will it experience?
- Will it be exposed to moisture or chemicals?
- Does it need clean removal or permanent bonding?
Only after answering these questions can the appropriate adhesive system be selected.
And to understand why these properties behave so differently, we first need to examine how pressure-sensitive adhesives actually work at the microscopic level.
2. How Pressure-Sensitive Adhesives Actually Work
At first glance, pressure-sensitive adhesives seem almost magical.
Unlike epoxies, polyurethane adhesives, or structural glues, they require no mixing, no heat, no chemical curing, and no drying time. Simply press the tape onto a surface, and a bond forms almost instantly.
But what actually happens when you apply pressure?
The answer is far more complex than “the glue sticks.”
A pressure-sensitive adhesive creates a bond through a sequence of microscopic physical processes rather than a single chemical reaction.
Engineers typically describe the bonding process in three stages.
Stage 1 – Surface Wetting
Everything begins with surface wetting.
Although materials such as glass, aluminum, stainless steel, or plastic may appear perfectly smooth, they are actually covered with microscopic peaks and valleys.
Under a microscope, even a polished metal surface resembles a rugged mountain landscape rather than a flat sheet.
If an adhesive cannot flow into these tiny surface irregularities, only a small percentage of the two materials actually touch each other.
That dramatically limits adhesion.
When light pressure is applied, a pressure-sensitive adhesive behaves almost like a highly viscous liquid.
Instead of remaining perfectly flat, it slowly deforms and flows into the microscopic texture of the substrate.
The greater the real contact area between adhesive and surface, the stronger the potential bond becomes.
This is why pressure is so important during tape installation.
Pressing harder doesn’t “activate” the adhesive chemically.
Instead, it improves intimate surface contact by allowing the adhesive to conform more completely to the substrate.
For this reason, manufacturers of acrylic foam tapes often recommend using a pressure roller after installation rather than simply pressing with your fingers.
Stage 2 – Molecular Contact
Once intimate surface contact has been established, a second process begins.
At the molecular level, adhesive molecules move close enough to the substrate for intermolecular forces to develop.
These include:
- Van der Waals forces
- Hydrogen bonding (when compatible functional groups are present)
- Polar interactions
- In some specialized systems, limited chemical interactions
Although each individual molecular attraction is extremely weak, billions of these interactions occur simultaneously across the bonded area.
Together, they generate surprisingly high adhesion.
This explains why increasing the contact area often produces a much larger improvement in bond strength than simply making the adhesive feel stickier.
In adhesive engineering, real contact area is often more important than apparent contact area.
A tape that perfectly wets a surface may outperform a much stickier adhesive that contacts only part of the substrate.
Stage 3 – Stress Distribution
Bond formation is only the beginning.
The real challenge starts after installation.
Every bonded joint experiences stress.
That stress may come from:
- Vibration
- Thermal expansion
- Wind loads
- Mechanical impacts
- Continuous weight
- Repeated movement
- Moisture cycling
If the adhesive cannot distribute and absorb these stresses, failure becomes inevitable.
This is where pressure-sensitive adhesives differ dramatically from rigid structural adhesives.
Instead of resisting deformation completely, PSAs are intentionally designed to deform slightly.
That controlled deformation allows the adhesive layer to spread stresses across the entire bond line rather than concentrating them at a single point.
Engineers often compare this behavior to a vehicle suspension system.
A rigid steel bar transfers every impact directly to the chassis.
A suspension absorbs energy before damage occurs.
Pressure-sensitive adhesives work in much the same way.
Rather than fighting every external force, they dissipate energy throughout the adhesive layer.
This ability to absorb and redistribute stress is one of the main reasons acrylic foam tapes have replaced rivets and mechanical fasteners in many automotive and electronics applications.
Bonding Is a Dynamic Process—Not an Instant Event
One of the biggest misconceptions is that a tape reaches full strength immediately after application.
In reality, most pressure-sensitive adhesives continue developing adhesion over time.
Immediately after installation, only part of the substrate has been fully wetted.
Over the next several hours—and sometimes up to 72 hours—the adhesive gradually flows further into microscopic surface irregularities.
As the real contact area increases, intermolecular interactions also increase.
This is why manufacturers often publish bond strength values measured after:
- 20 minutes
- 24 hours
- 72 hours
The same tape may achieve only a fraction of its ultimate performance immediately after installation.
For example, many industrial acrylic foam tapes reach approximately 50% of their final bond strength within the first 20 minutes, around 90% after 24 hours, and approach full performance after approximately 72 hours at room temperature.
This phenomenon is especially important when bonding metals, glass, or engineered plastics where long-term structural reliability is required.
Key Takeaway
Pressure-sensitive adhesives do not simply “stick.”
They create reliable bonds through three interconnected mechanisms:
- Surface wettingmaximizes real contact area.
- Molecular interactionsgenerate adhesion at the interface.
- Viscoelastic stress distributionallows the bond to survive real-world mechanical loads.
Understanding these three stages explains why applying proper pressure, allowing sufficient dwell time, and selecting the right adhesive formulation are often far more important than how sticky a tape feels when touched.
3. The Science of Viscoelasticity: Why Pressure-Sensitive Adhesives Behave Like Both Liquids and Solids
One of the most fascinating characteristics of pressure-sensitive adhesives is that they don’t behave like ordinary materials.
They are neither true liquids nor true solids.
Instead, they belong to a unique class of materials known as viscoelastic polymers.
Understanding viscoelasticity is the key to understanding almost every performance characteristic of a pressure-sensitive adhesive—from tack and peel adhesion to shear resistance, clean removal, and long-term durability.
Without viscoelasticity, pressure-sensitive adhesives simply would not exist.
What Does “Viscoelastic” Actually Mean?
Imagine pressing your finger into three different materials.
A glass plate hardly deforms at all.
Water immediately flows away from your finger.
A rubber eraser deforms under pressure but springs back to its original shape once the force is removed.
Pressure-sensitive adhesives behave differently from all three.
When pressure is applied, they deform slowly like a thick liquid.
When the pressure is released, they also recover part of their original shape like an elastic solid.
In other words, a PSA combines two seemingly opposite behaviors:
- Viscous behaviorallows the adhesive to flow and wet the substrate.
- Elastic behaviorallows the adhesive to resist deformation and maintain structural integrity.
Both behaviors are essential.
Too much of either one causes failure.
Why Purely Sticky Materials Don’t Work
To understand why, consider two extreme cases.
Scenario 1 – A Completely Viscous Material
Imagine replacing the adhesive with honey.
Honey easily wets almost any surface because it flows readily into microscopic surface roughness.
Initially, it appears extremely sticky.
However, under continuous load, honey never stops flowing.
It cannot support weight.
It creeps under gravity.
It leaves residue everywhere.
Eventually, the bond fails.
This represents an adhesive with excellent wetting but almost no cohesion.
Scenario 2 – A Completely Elastic Material
Now imagine replacing the adhesive with a hard rubber block.
It maintains its shape perfectly.
It resists deformation.
It has excellent internal strength.
But when pressed onto a rough surface, it barely conforms to the microscopic texture.
The real contact area remains very small.
As a result, almost no adhesion develops.
The material is strong, but it cannot stick.
Pressure-Sensitive Adhesives Live Between These Two Extremes
An effective PSA must achieve something surprisingly difficult.
It needs to flow enough to create intimate contact with the substrate…
…but remain solid enough to resist mechanical loads afterward.
Finding that balance is the central challenge of adhesive formulation.
Every commercial PSA—from packaging tape to automotive acrylic foam tape—is engineered around this compromise.
The Spring-and-Damper Model
Because viscoelasticity is difficult to visualize, adhesive engineers often use a simple mechanical analogy.
Imagine the adhesive as a network composed of countless tiny springs and shock absorbers.
The Springs
The springs represent the adhesive’s elastic component.
Their job is to:
- Store mechanical energy
- Recover after deformation
- Resist permanent flow
- Maintain structural integrity
Without the springs, the adhesive would gradually collapse under continuous stress.
The Dampers
The dampers represent the adhesive’s viscous component.
Their job is to:
- Flow under pressure
- Wet microscopic surface roughness
- Dissipate mechanical energy
- Prevent stress concentration
Without the dampers, the adhesive would behave like hard plastic and fail to develop intimate contact with the substrate.
Every pressure-sensitive adhesive contains both elements simultaneously.
The ratio between them determines almost every observable performance characteristic.
How Engineers Measure Viscoelasticity
Unlike consumers, engineers don’t judge adhesives by touch.
Instead, they measure viscoelastic behavior using Dynamic Mechanical Analysis (DMA).
DMA applies a small oscillating force to the adhesive while measuring its response.
This reveals two critical material properties.
Storage Modulus (G′)
Storage modulus describes how much energy is stored elastically inside the material.
A higher G′ indicates:
- Greater stiffness
- Higher cohesion
- Better shear resistance
- Improved dimensional stability
However, excessively high G′ also makes it harder for the adhesive to wet rough surfaces.
Loss Modulus (G″)
Loss modulus measures how much energy is dissipated as heat during deformation.
A higher G″ generally means:
- Better surface wetting
- Higher initial tack
- Greater ability to absorb impact energy
But if G″ becomes too high, the adhesive may creep excessively and lose long-term holding power.
Why Two Adhesives Can Feel Completely Different
This immediately explains something that confuses many users.
Imagine two acrylic tapes.
Tape A has relatively high loss modulus.
When touched, it feels extremely sticky.
It grabs your fingers almost instantly.
Tape B has higher storage modulus.
It feels firmer.
Almost dry.
Much less impressive at first contact.
Yet after installation, Tape B often survives years of service while Tape A gradually flows, creeps, or leaves adhesive residue.
Nothing is wrong with either tape.
They were simply designed for different engineering objectives.
The Goal Is Balance—Not Maximum Stickiness
One of the biggest misconceptions about adhesive design is the belief that increasing stickiness automatically improves performance.
In reality, maximizing only one property almost always damages another.
More viscous behavior improves wetting…
…but reduces shear resistance.
More elastic behavior improves structural strength…
…but reduces initial contact.
The best-performing pressure-sensitive adhesives are therefore not the stickiest ones.
They are the ones whose viscous and elastic components are balanced for a specific application.
That balance is what engineers refer to as viscoelastic optimization.
Key Takeaway
Pressure-sensitive adhesives succeed because they combine two opposing material behaviors into a single system.
Their viscous component enables rapid wetting and intimate surface contact.
Their elastic component provides the strength needed to withstand years of mechanical stress.
The art of adhesive formulation is not maximizing one behavior or the other—it is finding the precise balance between them.
And that balance can be quantified.
The next breakthrough in adhesive science came when researchers discovered exactly how soft a pressure-sensitive adhesive must be before it can effectively wet a surface.
This discovery became known as the Dahlquist Criterion, and it remains one of the fundamental design principles of modern pressure-sensitive adhesives.
4. The Dahlquist Criterion: The Scientific Foundation of Pressure-Sensitive Adhesion
If viscoelasticity explains how pressure-sensitive adhesives work, the Dahlquist Criterion explains whether a material can function as a pressure-sensitive adhesive in the first place.
Although developed more than fifty years ago, it remains one of the most influential concepts in modern adhesive engineering.
Nearly every acrylic PSA, rubber-based PSA, silicone PSA, medical adhesive, and industrial tape on the market is designed with this principle in mind.
Understanding the Dahlquist Criterion also explains one of the biggest misconceptions about adhesive performance:
A material must actually be soft before it can become a good pressure-sensitive adhesive.
That idea sounds counterintuitive.
Most people instinctively associate strength with hardness.
Adhesive science reaches almost the opposite conclusion.
Why Carl Dahlquist Asked a Simple Question
During the 1960s, researchers at 3M were trying to answer a surprisingly basic question.
Why do some soft polymers become excellent pressure-sensitive adhesives, while others with very similar chemistry barely stick at all?
Chemistry alone could not explain the difference.
Instead, researchers discovered that the answer was largely mechanical.
What mattered most was how easily the material deformed under small amounts of pressure.
After extensive experimental work, Carl Dahlquist proposed a remarkably simple guideline.
The Dahlquist Criterion
At room temperature (approximately 25°C) and a testing frequency of 1 Hz, a material generally exhibits pressure-sensitive adhesion only when its storage modulus (G′) is below approximately 0.1 MPa.
This threshold has become known as the Dahlquist Criterion.
It does not guarantee that a material will be an excellent adhesive.
Instead, it defines the upper limit of stiffness beyond which pressure-sensitive adhesion becomes increasingly difficult.
In other words, if the material is too stiff, it simply cannot behave like a pressure-sensitive adhesive.
Why Does Softness Matter So Much?
To understand the criterion, imagine trying to press two completely different materials onto rough concrete.
One is a soft silicone pad.
The other is a rigid plastic sheet.
The silicone immediately conforms to the microscopic valleys and peaks of the surface.
The plastic touches only the highest points.
Exactly the same principle applies to adhesives.
Although polished aluminum or glass may look perfectly smooth, under magnification every engineering surface contains microscopic roughness.
When light pressure is applied, the adhesive must deform enough to flow into these tiny irregularities.
Only then can it develop sufficient real contact area.
If the adhesive is too stiff, it bridges across the surface instead of filling the valleys.
The apparent contact area may look identical.
The actual molecular contact area becomes dramatically smaller.
And since adhesion depends on molecular interactions, bond strength decreases accordingly.
This is why softness is not a weakness in pressure-sensitive adhesives.
It is a functional requirement.
The Criterion Is About Wetting—Not Stickiness
One common misunderstanding is to interpret the Dahlquist Criterion as a measure of how sticky an adhesive feels.
It is not.
The criterion says nothing about:
- Peel strength
- Shear resistance
- Long-term durability
- Residue after removal
- Aging performance
Instead, it addresses only one critical capability:
Can the adhesive wet the substrate under light pressure?
A material that fails the Dahlquist Criterion may still be an excellent structural polymer.
It simply will not behave like a conventional pressure-sensitive adhesive.
This distinction is important because engineers often optimize completely different properties depending on the intended application.
For example, a structural epoxy is intentionally much stiffer than a PSA because its bonding mechanism relies on chemical curing rather than pressure-driven wetting.
Real Contact Area Is the Hidden Variable
The Dahlquist Criterion also highlights a concept that is often overlooked outside adhesive engineering: real contact area.
Two materials may appear to be fully touching each other.
In reality, only a fraction of their surfaces are actually close enough for intermolecular forces to develop.
The softer the adhesive, the greater this real contact area becomes.
That is why a modest reduction in storage modulus can produce a surprisingly large increase in adhesion.
Engineers are therefore not trying to maximize softness indefinitely.
They are trying to achieve just enough compliance to maximize real contact area while still maintaining sufficient internal strength.
This balance is what separates a high-performance industrial tape from an ordinary consumer adhesive.
Why Industrial Adhesives Don’t Become Infinitely Soft
If softness improves wetting, why not simply make every adhesive softer?
Because every engineering improvement comes with a trade-off.
Reducing modulus improves:
- Initial tack
- Surface wetting
- Contact formation
But excessive softness also increases:
- Creep under load
- Edge lifting
- Cold flow
- Adhesive residue
- Dimensional instability
In other words, an adhesive that is optimized only for wetting may fail during long-term service.
Modern adhesive formulation is therefore an exercise in balancing two competing objectives:
- Sufficient softness to satisfy the Dahlquist Criterion.
- Sufficient elasticity to maintain structural integrity throughout the product’s service life.
This balance explains why premium industrial tapes often feel less sticky than inexpensive consumer tapes while delivering dramatically better long-term performance.
Key Takeaway
The Dahlquist Criterion transformed adhesive design by establishing a simple but powerful principle:
Pressure-sensitive adhesion begins only when an adhesive is soft enough to wet a surface under light pressure.
Rather than viewing softness as a weakness, adhesive engineers recognize it as the first requirement for successful bonding.
However, softness alone is never enough.
The adhesive must also retain enough elastic strength to resist deformation after bonding.
Finding that balance leads directly to another critical design parameter—glass transition temperature (Tg).
Because while the Dahlquist Criterion defines how soft an adhesive must be, glass transition temperature determines why it behaves that way across different temperatures.
5. Glass Transition Temperature (Tg): The Hidden Thermostat Behind Adhesive Performance
If the Dahlquist Criterion tells engineers how soft a pressure-sensitive adhesive must be, glass transition temperature (Tg) explains why that softness changes with temperature.
Among all the parameters used to formulate pressure-sensitive adhesives, few are as influential as Tg.
It affects:
- Initial tack
- Peel adhesion
- Shear resistance
- Cold-weather bonding
- High-temperature durability
- Long-term aging
In many ways, Tg acts as the adhesive’s internal thermostat.
It determines how freely polymer chains can move under different environmental conditions—and ultimately how the adhesive behaves during real-world use.
What Is Glass Transition Temperature?
Despite its name, glass transition has nothing to do with actual glass.
Instead, it describes a fundamental change in the physical behavior of polymers.
Below Tg, polymer chains become highly restricted.
Their movement is extremely limited.
The material behaves like a rigid solid.
Above Tg, molecular chains gain mobility.
Instead of remaining locked in place, they begin to rotate, bend, stretch, and slide relative to one another.
The material becomes flexible, compliant, and capable of dissipating mechanical energy.
Importantly, no chemical bonds are broken during this transition.
The polymer itself remains exactly the same.
Only the mobility of its molecular chains changes.
This is why Tg is considered a physical transition rather than a chemical reaction.
Why Polymer Chain Mobility Matters
Pressure-sensitive adhesion depends on movement.
When a tape is pressed onto a surface, millions of polymer chains must rapidly rearrange themselves to conform to microscopic surface roughness.
If the chains cannot move, the adhesive cannot wet the surface.
If they move too freely, the adhesive may flow excessively after bonding.
Therefore, chain mobility directly controls adhesive performance.
The relationship is remarkably straightforward:
Higher chain mobility
↓
Lower modulus
↓
Better wetting
↓
Higher initial tack
But at the same time:
↓
Lower cohesion
↓
Lower shear resistance
↓
Higher creep
This single relationship explains why adhesive formulation is always a balancing act rather than a search for maximum softness.
Three Different Worlds: Below Tg, Near Tg, and Above Tg
Instead of thinking about Tg as a single temperature, engineers often think in terms of where the adhesive operates relative to its Tg.
1. Far Below Tg
When the service temperature is significantly below the glass transition temperature, polymer chains are essentially frozen.
The adhesive becomes stiff and brittle.
Under light pressure, it cannot flow into microscopic surface irregularities.
As a result:
- Initial tack drops dramatically.
- Peel adhesion decreases.
- Bond formation becomes difficult.
This explains why ordinary office tape often performs poorly during winter.
The chemistry has not changed.
The molecular mobility has.
2. Around Tg
When operating near the glass transition temperature, polymer mobility begins to increase.
The adhesive becomes more compliant.
However, wetting still occurs relatively slowly.
Bond formation may require higher pressure or longer dwell time.
Interestingly, this region often provides a useful compromise between adhesion and mechanical strength.
Many specialty industrial tapes are engineered to work within this range for demanding environments.
3. Well Above Tg
When the operating temperature is comfortably above Tg, polymer chains move much more freely.
The adhesive quickly wets the substrate and develops strong initial contact.
This is the operating region for most pressure-sensitive adhesives.
However, excessive chain mobility also increases creep.
If Tg is designed too low, the adhesive may become overly soft during high-temperature service.
The result can include:
- Edge lifting
- Adhesive flow
- Residue after removal
- Reduced holding power
Again, excellent adhesion depends on balance—not extremes.
Why Most Acrylic PSAs Have Negative Tg Values
This is one of the most interesting design choices in adhesive formulation.
Most acrylic pressure-sensitive adhesives are intentionally designed with Tg values between approximately −60°C and −20°C.
At first glance, this seems surprisingly low.
After all, few applications ever reach such temperatures.
The reason becomes clear when we compare Tg with actual service temperature.
Room temperature is approximately 25°C.
An adhesive with a Tg of −35°C is therefore operating roughly 60 degrees above its transition point.
This provides sufficient molecular mobility for excellent wetting while maintaining enough elastic recovery to resist long-term deformation.
If Tg were closer to room temperature, the adhesive would feel noticeably harder and develop tack much more slowly.
If Tg were dramatically lower, the adhesive might wet extremely well but suffer from excessive creep and poor long-term stability.
This explains why many general-purpose acrylic tapes fall within a relatively narrow Tg range despite serving many different industries.
Low-Temperature Adhesives Require a Different Strategy
Cold environments create a unique challenge.
As temperature decreases, every polymer gradually becomes stiffer.
To maintain sufficient molecular mobility at freezing temperatures, formulators intentionally design cold-weather adhesives with much lower Tg values.
For example:
- Freezer labels
- Cold-chain packaging
- Refrigerated logistics
- Outdoor winter applications
often use polymers whose Tg may approach −50°C to −60°C.
This allows the adhesive to remain flexible even when applied in sub-zero environments.
Without this adjustment, the adhesive would fail to wet the surface during installation.
High-Temperature Performance Is Not Achieved by Raising Tg Alone
A common misconception is that heat-resistant tapes simply use polymers with very high Tg values.
In reality, that approach rarely works for pressure-sensitive adhesives.
Increasing Tg excessively would reduce tack so much that the adhesive might no longer satisfy the Dahlquist Criterion.
Instead, formulators improve high-temperature performance using additional design tools such as:
- Crosslinking
- Higher molecular weight polymers
- Functional monomers
- Optimized viscoelastic balance
In other words, Tg establishes the foundation—but it is only one part of a much larger formulation strategy.
Key Takeaway
Glass transition temperature is one of the most important design parameters in pressure-sensitive adhesive technology because it controls molecular mobility.
Rather than directly determining adhesion strength, Tg governs how easily polymer chains can move under real operating conditions.
That movement influences wetting, tack, peel adhesion, shear resistance, and long-term durability.
This is why two acrylic tapes with nearly identical chemistry can behave completely differently.
The difference often lies not in what polymers are used—but in how their molecular mobility has been engineered.
The next question naturally follows:
How do adhesive formulators precisely control Tg during polymer design?
The answer lies in one of the most elegant aspects of polymer chemistry—carefully selecting and combining different monomers to build the desired molecular architecture.
6. How Adhesive Formulators Engineer Performance Through Polymer Design
If glass transition temperature determines how an adhesive behaves, the next question is obvious:
How do formulators actually control Tg?
The answer lies in polymer design.
Every pressure-sensitive adhesive begins with a carefully selected combination of monomers.
These small molecular building blocks are linked together during polymerization to form long polymer chains.
Although two acrylic tapes may both be described as “acrylic adhesives,” their internal molecular architecture can be dramatically different.
Changing only a small percentage of one monomer can completely alter how the finished tape performs.
This is why two products that appear almost identical can behave very differently in real applications.
Think of Polymer Formulation Like Mixing Coffee
An easy way to understand adhesive formulation is to imagine making coffee.
The coffee beans determine the basic flavor.
Milk changes the texture.
Sugar changes the sweetness.
A small amount of cinnamon creates an entirely different experience.
None of these ingredients dominates the recipe by itself.
Instead, performance comes from their balance.
Pressure-sensitive adhesives are formulated in exactly the same way.
Each monomer contributes a different property.
The final adhesive depends on how these components work together—not on any single ingredient.
Soft Monomers: Creating Flexibility and Tack
The first group of ingredients are known as soft monomers.
These monomers produce polymers with very low glass transition temperatures.
Common examples include:
- Butyl Acrylate (BA)
- 2-Ethylhexyl Acrylate (2-EHA)
These materials increase molecular flexibility.
As their concentration increases, polymer chains move more freely.
The adhesive becomes:
- Softer
- More compliant
- Better at wetting surfaces
- Higher in initial tack
This is why soft monomers form the backbone of most acrylic pressure-sensitive adhesives.
Without them, the adhesive would simply be too stiff to function properly.
However, flexibility always comes with a cost.
Increasing soft monomer content also tends to reduce:
- Shear resistance
- Cohesion
- Heat resistance
- Dimensional stability
Once again, adhesive formulation becomes an exercise in compromise rather than maximization.
Hard Monomers: Providing Structural Strength
To compensate for excessive softness, formulators introduce hard monomers.
One of the most common examples is:
Methyl Methacrylate (MMA).
Unlike BA or 2-EHA, MMA produces polymers with a much higher glass transition temperature.
Adding moderate amounts of MMA increases:
- Cohesion
- Mechanical strength
- Heat resistance
- Dimensional stability
The adhesive becomes more resistant to creep under continuous load.
However, increasing MMA too far also raises storage modulus.
As the adhesive becomes stiffer, surface wetting becomes more difficult.
Initial tack decreases.
This explains why industrial tapes often contain only carefully controlled amounts of hard monomers rather than maximizing them.
Functional Monomers Do More Than Increase Adhesion
Not every ingredient is chosen simply to make the adhesive softer or harder.
Some monomers introduce entirely new chemical functionality.
One of the most widely used examples is:
Acrylic Acid (AA).
Unlike BA or MMA, acrylic acid contributes highly polar carboxyl groups.
These functional groups provide several important advantages.
They improve:
- Adhesion to polar substrates
- Hydrogen bonding
- Crosslinking efficiency
- Chemical resistance
- Long-term durability
Although AA is typically used at relatively low concentrations, its influence on adhesive performance can be surprisingly large.
In many industrial formulations, these functional monomers provide the fine adjustments needed to optimize performance for demanding applications.
Small Changes Can Produce Big Performance Differences
One of the most surprising aspects of adhesive formulation is how sensitive the system can be.
Changing the concentration of a single monomer by only a few percent may shift:
- Tack
- Peel adhesion
- Holding power
- Low-temperature performance
- Aging resistance
This sensitivity explains why formulation development often requires hundreds of experimental iterations.
Two formulations may look nearly identical on paper while behaving completely differently during laboratory testing.
For formulators, polymer chemistry is therefore less about discovering a perfect recipe and more about continuously optimizing trade-offs.
Predicting Tg Before the Polymer Is Made
Fortunately, adhesive engineers do not rely entirely on trial and error.
One of the most useful predictive tools is the Fox Equation.
Rather than measuring every experimental polymer, the Fox Equation estimates the glass transition temperature based on the proportion of each monomer used in the formulation.
This allows engineers to narrow the design space before entering the laboratory.
Although experimental validation is still essential, predictive models significantly reduce development time and improve formulation efficiency.
In modern adhesive development, computer modeling and laboratory testing work together throughout the design process.
Why Two Acrylic Tapes Can Feel Completely Different
This now answers a question many buyers have.
Two manufacturers may both advertise:
“High-performance acrylic adhesive.”
Yet one tape feels extremely sticky.
The other feels relatively dry.
One performs better in freezing conditions.
Another excels in high-temperature environments.
One removes cleanly.
The other leaves residue.
These differences rarely come from marketing claims.
They originate from molecular design.
Each manufacturer has selected a different balance of:
- Soft monomers
- Hard monomers
- Functional monomers
- Molecular weight
- Crosslink density
- Tackifier content
The chemistry may belong to the same family, but the engineering objectives are completely different.
Key Takeaway
Pressure-sensitive adhesive performance is engineered long before a tape is coated onto a backing.
It begins at the molecular level, where formulators carefully combine different monomers to achieve the desired balance between flexibility, strength, adhesion, and durability.
Rather than searching for a universally “best” formulation, engineers design polymers specifically for the environments in which the adhesive will be used.
This philosophy explains why no single acrylic adhesive can outperform every other formulation across every application.
After establishing the polymer backbone, formulators gain two additional tools for fine-tuning performance.
The first is tackifier resin, which primarily enhances surface wetting and initial tack.
The second is crosslinking, which strengthens the internal structure of the adhesive.
Together, these two formulation levers determine much of what users actually experience when they touch and use a pressure-sensitive tape.
7. Tackifier Resins: Why Some Tapes Feel Extremely Sticky
At this point, we understand that polymer design establishes the foundation of a pressure-sensitive adhesive.
But polymer chemistry alone cannot explain one of the most obvious differences people notice when comparing tapes.
Some tapes feel incredibly sticky the moment you touch them.
Others barely feel sticky at all.
Yet both may use acrylic pressure-sensitive adhesives.
So where does that immediate “stickiness” come from?
In many cases, the answer is tackifier resin.
What Is a Tackifier?
Despite the name, a tackifier is not an adhesive by itself.
Instead, it is a specialized resin added to the adhesive formulation to modify how the polymer behaves during the first moments of contact.
Think of the polymer network as a crowd of people standing close together.
Without a tackifier, everyone holds their position rather firmly.
Movement is possible, but limited.
Adding a tackifier is like asking everyone to relax slightly.
The crowd becomes more flexible.
People can shift positions more easily.
Likewise, polymer chains gain greater freedom to rearrange when they first contact a surface.
This increased mobility allows the adhesive to spread more rapidly across microscopic surface roughness.
The result is stronger initial tack.
Why Tackifiers Increase Initial Tack
Pressure-sensitive adhesion begins with wetting.
Before any significant bond can develop, the adhesive must first flow into the microscopic peaks and valleys that exist on every solid surface.
Tackifier resins help this happen faster.
By modifying the viscoelastic behavior of the adhesive, they reduce the resistance to short-term deformation.
The adhesive conforms to the substrate more quickly under light pressure.
To the user, this feels like:
- Faster grab
- Stronger finger stickiness
- Immediate bonding
- Better “first touch” performance
This explains why packaging tapes often feel dramatically stickier than many industrial structural tapes.
Their formulations are intentionally optimized for rapid wetting rather than long-term mechanical stability.
More Tack Is Not Always Better
This is where many people misunderstand adhesive performance.
Increasing tackifier content generally improves:
- Initial tack
- Fast bonding
- Surface wetting
- Peel adhesion (to a certain extent)
However, excessive tackifier loading also introduces trade-offs.
As the adhesive becomes softer, polymer chains can move more freely over time.
That increased mobility may reduce:
- Cohesion
- Shear strength
- Heat resistance
- Long-term dimensional stability
In practical terms, an adhesive with very high tack may initially feel impressive but gradually deform under continuous load.
Engineers often describe this behavior as creep.
Instead of remaining fixed in place, the adhesive slowly flows while under stress.
Why Extremely Sticky Tapes Often Leave Residue
Many consumers assume residue means poor manufacturing quality.
The reality is more complicated.
Residue is often a consequence of formulation balance rather than production defects.
When tackifier content is high and internal cohesion is relatively low, the adhesive bond to the substrate may become stronger than the internal strength of the adhesive itself.
During removal, the adhesive splits internally.
Part of the adhesive remains attached to the surface.
The remaining portion stays on the tape backing.
This phenomenon is called cohesive failure.
In contrast, a well-balanced industrial adhesive is usually engineered so that removal occurs at the adhesive-substrate interface rather than inside the adhesive layer.
This is why many premium industrial tapes remove cleanly even though they may feel less sticky to the touch.
Different Tackifiers for Different Applications
Not all tackifiers behave the same way.
Formulators select different resin families depending on the performance requirements.
Hydrocarbon Resins
Hydrocarbon resins are widely used in packaging tapes and pressure-sensitive labels.
They provide strong initial tack while remaining relatively economical.
Hydrogenated grades also offer improved color stability and aging resistance.
Rosin-Based Resins
Rosin derivatives originate from natural pine resources.
They generally provide excellent tack and broad compatibility with many elastomers.
Because they are derived from renewable materials, they are also attractive for certain sustainability-focused applications.
However, untreated rosin can oxidize over time, which may reduce long-term color stability.
Modern formulations therefore often use hydrogenated or esterified rosin derivatives.
Terpene Resins
Terpene-based tackifiers typically provide excellent heat resistance and good compatibility with high-performance adhesive systems.
Although more expensive than hydrocarbon resins, they are commonly found in specialty industrial and electronics applications where performance requirements justify the additional cost.
The Balancing Act
One of the most important principles in adhesive formulation is that tackifiers amplify only part of adhesive performance.
They improve what users immediately notice.
They do not automatically improve what engineers ultimately care about.
An adhesive that feels extremely sticky during installation is not necessarily the adhesive that performs best after five years of service.
This distinction explains why industrial tapes designed for automotive, aerospace, or electronics assembly often contain considerably less tackifier than consumer packaging tapes.
Those products prioritize long-term reliability over first impressions.
Key Takeaway
Tackifier resins are one of the most effective tools for increasing the immediate stickiness of a pressure-sensitive adhesive.
By improving surface wetting and reducing short-term resistance to deformation, they dramatically enhance initial tack.
However, increasing tackifier content also shifts the balance of the adhesive system.
Higher tack often comes at the expense of cohesion, shear resistance, heat resistance, and long-term durability.
For adhesive formulators, the challenge is therefore not maximizing tack—but selecting the right level of tack for the intended application.
And this leads directly to the next formulation tool.
If tackifiers make an adhesive feel stickier, crosslinking does almost the opposite.
Rather than increasing surface wetting, crosslinking strengthens the internal polymer network, allowing the adhesive to withstand heat, stress, and years of continuous service.
8. Crosslinking: Why Premium Industrial Tapes Feel Less Sticky but Last Much Longer
One of the most common misconceptions about pressure-sensitive adhesives is that a stickier tape must also be a stronger tape.
At first glance, this assumption seems perfectly reasonable. Packaging tapes often feel extremely sticky as soon as they touch your fingers, while many premium industrial tapes feel surprisingly dry. Yet the opposite is often true.
Automotive acrylic foam tapes, optical clear adhesives (OCAs), aerospace mounting tapes, and electronic assembly tapes frequently exhibit relatively modest initial tack compared with ordinary consumer tapes. Nevertheless, these products can withstand years of mechanical loading, vibration, thermal cycling, humidity, ultraviolet exposure, and aggressive chemicals without losing bond integrity.
The reason lies in one of the most important concepts in adhesive engineering:
Crosslinking.
Rather than making an adhesive feel stickier, crosslinking strengthens the polymer network itself, allowing the adhesive to maintain its performance under demanding service conditions.
Understanding crosslinking explains why premium industrial tapes are engineered to optimize long-term reliability rather than first impressions.
What Is Crosslinking?
At the molecular level, uncrosslinked polymer chains resemble a bowl of cooked spaghetti.
The long molecular chains become entangled with one another, but very few permanent connections exist between neighboring chains. Under continuous stress, these chains can gradually slide past each other, allowing the adhesive to deform over time.
Crosslinking fundamentally changes this structure.
Chemical bonds form between adjacent polymer chains, transforming countless independent chains into a three-dimensional network.
Instead of behaving like loose spaghetti, the polymer now resembles a fishing net.
Individual molecular chains still retain limited flexibility, but the overall network behaves as a unified structure capable of distributing mechanical stress throughout the adhesive layer.
This structural transformation dramatically increases the adhesive’s ability to resist deformation while maintaining dimensional stability over long periods of service.
Why Crosslinking Matters
Unlike tackifier resins, which primarily modify surface wetting and initial tack, crosslinking strengthens the internal structure of the adhesive.
Its influence extends far beyond the first moment of contact.
As crosslink density increases, the adhesive becomes more resistant to creep, heat, fatigue, and long-term mechanical loading.
For industrial applications, these properties are often far more important than initial stickiness.
The table below summarizes the practical effects of crosslinking.
| Property Improved | Engineering Benefit |
| Cohesion | Higher internal strength |
| Shear Resistance | Better resistance to creep under continuous load |
| Heat Resistance | Improved performance at elevated temperatures |
| Chemical Resistance | Greater durability in harsh environments |
| Dimensional Stability | Reduced permanent deformation |
| Long-Term Reliability | Longer service life under cyclic loading |
These characteristics explain why highly crosslinked acrylic adhesives dominate demanding industries such as automotive manufacturing, electronics assembly, aerospace, renewable energy, and architectural glazing.
For example, an automotive trim tape may experience millions of vibration cycles throughout its lifetime while repeatedly expanding and contracting during daily temperature fluctuations.
High initial tack alone cannot maintain this bond.
Only a strong internal polymer network can continuously redistribute stress without suffering permanent damage.
Crosslinking provides that structural stability.
Crosslinking Strengthens the Bond from Within
One of the easiest ways to understand crosslinking is to distinguish between surface performance and internal performance.
Tackifier resins primarily improve what happens at the interface between the adhesive and the substrate. They help the adhesive spread across microscopic surface irregularities, increasing wetting and producing stronger initial tack.
Crosslinking works differently.
Instead of improving contact with the surface, it reinforces the adhesive layer itself.
As additional molecular bridges form throughout the polymer network, the adhesive becomes increasingly resistant to internal failure. When external forces attempt to stretch, compress, or shear the bond, those forces are distributed across the entire three-dimensional network rather than being concentrated in individual polymer chains.
This distinction is critical.
An adhesive can exhibit excellent initial tack while possessing poor internal strength. Conversely, a highly crosslinked industrial adhesive may feel relatively dry during installation yet provide exceptional long-term durability once the bond has fully developed.
For engineers designing structural or semi-structural bonded assemblies, internal strength is often far more important than initial finger stickiness.
Why Crosslinking Reduces Initial Tack
Like nearly every aspect of pressure-sensitive adhesive formulation, crosslinking introduces trade-offs.
As additional crosslinks form throughout the polymer network, polymer chains become increasingly restricted in their ability to move. This reduced molecular mobility significantly improves the adhesive’s internal strength, but it also limits how quickly the adhesive can flow across a substrate during the first moment of contact.
As a result, surface wetting becomes slower.
Initial tack decreases.
The familiar “finger stickiness” associated with many consumer tapes becomes less pronounced.
For users unfamiliar with adhesive engineering, this often creates the impression that the tape is less effective.
In reality, the opposite is frequently true.
A premium industrial tape is not designed to maximize the sensation of stickiness during installation. Instead, it is engineered to maintain bond integrity after months or even years of mechanical loading, thermal cycling, moisture exposure, and environmental aging.
Rather than optimizing the first few seconds of installation, crosslinking optimizes the years that follow.
Stronger Does Not Mean Stickier
This distinction represents one of the most important principles in pressure-sensitive adhesive engineering.
Consumers typically judge a tape within the first few seconds after touching it.
Engineers evaluate the same tape after thousands of operating hours.
These two perspectives measure entirely different performance objectives.
Packaging tape, for example, is expected to grip a cardboard carton immediately. High initial tack improves packaging speed and user experience.
An automotive mounting tape faces a completely different challenge.
It must withstand years of vibration, repeated thermal expansion, ultraviolet radiation, humidity, road chemicals, and continuous mechanical stress without losing structural integrity.
For these applications, long-term cohesion is far more valuable than aggressive initial tack.
This explains why many premium industrial tapes feel noticeably less sticky than inexpensive consumer tapes while ultimately delivering far superior service life.
The adhesive has not been formulated to impress your fingertips.
It has been formulated to protect the product throughout its entire operating life.
Common Crosslinking Technologies
Modern pressure-sensitive adhesives employ several crosslinking technologies depending on the required balance between manufacturing efficiency, optical properties, durability, and cost.
Chemical Crosslinking
Chemical crosslinking creates permanent covalent bonds through reactive crosslinking agents such as polyisocyanates, aziridines, epoxy systems, or metal chelates.
Because these bonds remain stable throughout the service life of the adhesive, chemical crosslinking is widely used in high-performance acrylic industrial tapes where long-term durability is essential.
UV Crosslinking
Ultraviolet curing forms crosslinks almost instantly after coating by exposing the adhesive to controlled UV radiation.
Compared with conventional thermal curing, UV systems offer several manufacturing advantages:
- Faster production speeds
- Excellent process consistency
- Lower energy consumption
- Superior optical clarity
These characteristics make UV crosslinking particularly suitable for optical clear adhesives (OCAs), display lamination, touch panels, and precision electronic assembly.
Electron Beam (EB) Crosslinking
Electron beam curing generates crosslinks without relying on traditional chemical initiators.
The process provides exceptional control over crosslink density while minimizing contamination from residual curing agents.
Although EB equipment requires substantial capital investment, it is widely adopted in premium medical devices, advanced electronics, aerospace components, and other high-value industrial applications where maximum performance justifies the manufacturing cost.
Crosslink Density Is a Design Variable
One of the biggest misconceptions is that more crosslinking always produces a better adhesive.
In practice, adhesive formulators rarely attempt to maximize crosslink density.
Instead, they optimize it.
Insufficient crosslinking leaves the polymer network too weak, resulting in excessive creep, poor heat resistance, low holding power, and adhesive residue after removal.
Excessive crosslinking creates the opposite problem.
The adhesive becomes overly rigid.
Surface wetting slows significantly.
Initial tack decreases.
Peel adhesion may also decline because the adhesive can no longer conform effectively to microscopic surface irregularities.
Neither extreme delivers optimal performance.
Successful adhesive formulation is therefore an exercise in balancing competing properties rather than maximizing any single performance metric.
Crosslink density is one of the most powerful variables available to adhesive engineers because it directly determines where an adhesive sits within the overall balance between tack, peel adhesion, shear resistance, and cohesion.
Why Premium Industrial Tapes Feel Less Sticky
One of the most persistent myths in the adhesive industry is that a tape which feels less sticky must also be a weaker adhesive.
In reality, the opposite is often true.
Many premium industrial pressure-sensitive adhesives are intentionally formulated to exhibit moderate initial tack while delivering exceptional long-term durability.
This design philosophy reflects the environments in which these products are expected to perform.
Consider a few typical applications:
- An automotive trim tape may remain bonded to a vehicle for more than ten years while enduring vibration, rain, UV radiation, road salt, and repeated thermal expansion.
- An optical bonding adhesive inside a smartphone display must remain perfectly transparent despite constant temperature fluctuations and daily mechanical stress.
- An aerospace mounting tape may experience continuous vibration and large temperature variations throughout its service life.
In each of these applications, immediate finger stickiness contributes very little to overall performance.
What truly matters is whether the adhesive can maintain structural integrity after years of service.
Crosslinking makes this possible by reinforcing the internal polymer network, allowing the adhesive to resist creep, fatigue, and environmental aging long after installation.
Engineering Perspective: Initial Tack Is Only the Beginning
One of the most common mistakes made during adhesive selection is evaluating performance immediately after application.
Pressure-sensitive adhesives continue developing their bond after installation.
As the adhesive gradually wets the substrate and internal stresses redistribute throughout the polymer network, bond stability continues to improve.
This is particularly true for highly engineered acrylic pressure-sensitive adhesives.
Although they may feel relatively dry during installation, many continue increasing in performance during the first 24 to 72 hours as molecular interactions become more stable across the bonding interface.
This behavior should not be confused with curing.
Unlike reactive structural adhesives, pressure-sensitive adhesives do not harden through a chemical curing reaction after application.
Instead, the adhesive progressively achieves more complete surface contact while the crosslinked polymer network distributes stress more uniformly throughout the bond line.
Understanding this distinction helps explain why experienced engineers rarely judge an industrial adhesive within the first few seconds after application.
Design Philosophy: Performance Over Perception
Consumer products are often designed to create an immediate impression.
Industrial adhesives are designed to solve engineering problems.
These priorities are fundamentally different.
A packaging tape benefits from aggressive initial tack because cartons must be sealed quickly.
A structural mounting tape, however, must continue performing after thousands of hours of vibration, heat, humidity, and mechanical loading.
For this reason, adhesive engineers rarely optimize a formulation for the strongest tactile sensation.
Instead, they optimize the balance between:
- Surface wetting
- Cohesion
- Shear resistance
- Peel adhesion
- Environmental durability
- Long-term reliability
Crosslinking is one of the primary tools used to achieve that balance.
Rather than maximizing stickiness, it allows engineers to tailor an adhesive for the conditions in which it will actually be used.
Transition to the Next Chapter
By now, one important pattern should be clear.
Every modification made to a pressure-sensitive adhesive formulation creates both benefits and compromises.
Lowering the glass transition temperature improves wetting but may reduce heat resistance.
Adding tackifier resins increases initial tack but can decrease shear performance.
Increasing crosslink density strengthens the polymer network while reducing molecular mobility during initial contact.
No single formulation can maximize every property simultaneously.
Successful adhesive design is therefore not about making an adhesive as sticky as possible—it is about balancing multiple performance characteristics to meet the demands of a specific application.
This naturally leads to the next question:
How do adhesive engineers evaluate whether that balance is correct?
The answer lies in four measurable performance characteristics that define every pressure-sensitive adhesive system:
Tack, Peel Adhesion, Shear Resistance, and Cohesion.
These four properties form the engineering framework used throughout the adhesive industry to evaluate, compare, and optimize pressure-sensitive adhesive performance.
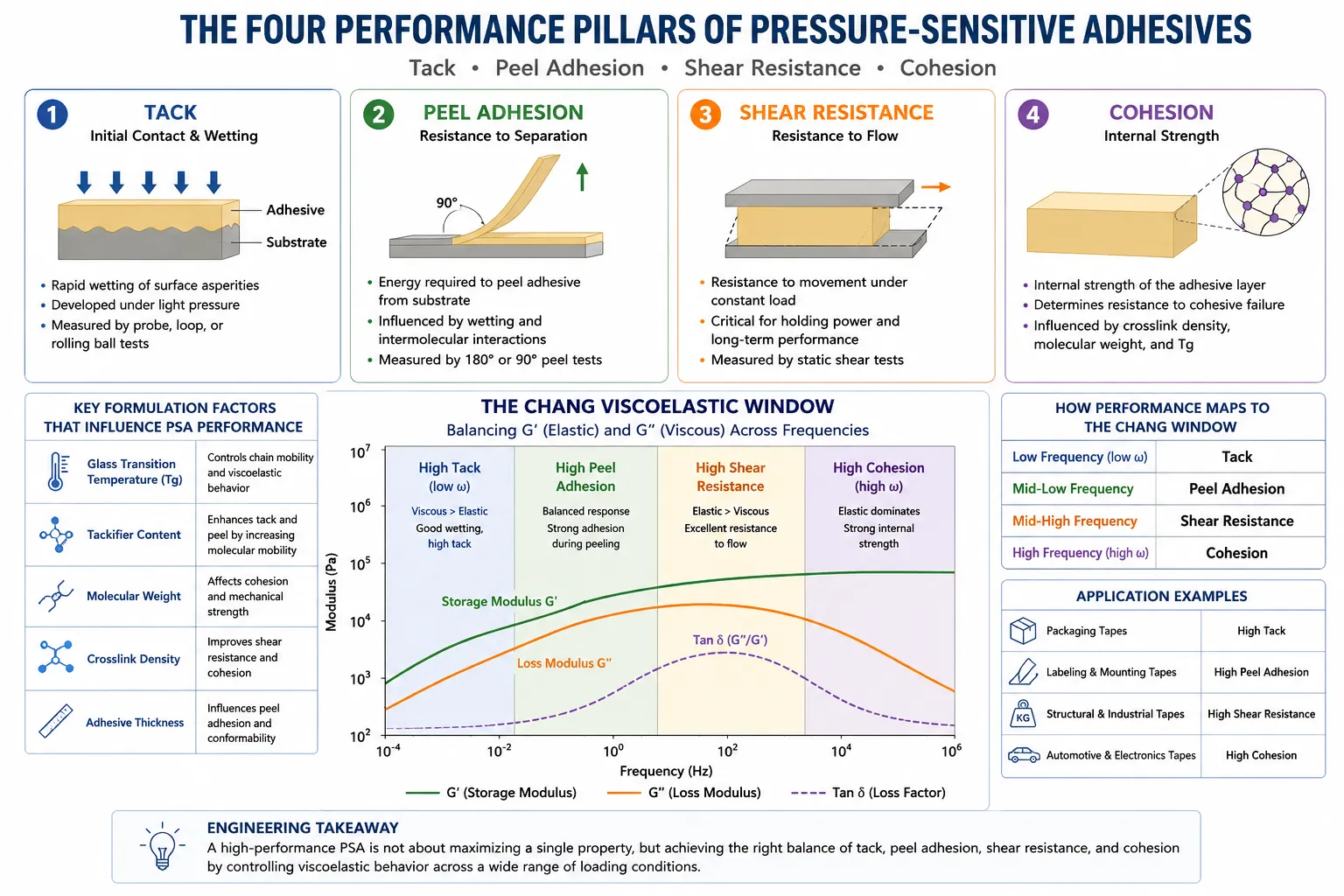
9. The Chang Viscoelastic Window: How Engineers Balance Tack, Peel, Shear, and Cohesion
After understanding how glass transition temperature (Tg), monomer selection, tackifier resins, and crosslinking influence adhesive behavior, a more practical question naturally follows:
How do engineers determine whether a pressure-sensitive adhesive is actually suitable for a specific application?
The answer is surprisingly straightforward.
Regardless of chemistry, manufacturer, or application, every pressure-sensitive adhesive is ultimately evaluated using the same four measurable performance characteristics:
- Tack
- Peel Adhesion
- Shear Resistance
- Cohesion
These four properties form the engineering foundation of pressure-sensitive adhesive design.
Every formulation change—whether lowering Tg, adding tackifier resins, increasing crosslink density, or modifying polymer composition—ultimately affects one or more of these four performance pillars.
Understanding how they interact is far more valuable than memorizing individual adhesive formulations.
Rather than asking “Which adhesive is the strongest?”, engineers ask a different question:
Which balance of tack, peel, shear, and cohesion best matches the requirements of the application?
That shift in thinking separates adhesive engineering from simple product selection.
The Four Performance Pillars at a Glance
Each property measures a different aspect of adhesive performance.
Although they are closely related, they should never be considered interchangeable.
| Performance Property | What It Measures | Primary Engineering Concern |
| Tack | Ability to form an immediate bond under light pressure | Installation and positioning |
| Peel Adhesion | Force required to remove an adhesive from a substrate | Bond strength during separation |
| Shear Resistance | Ability to resist forces acting parallel to the bonding surface | Long-term load carrying capability |
| Cohesion | Internal strength of the adhesive layer | Structural stability and durability |
Together, these four measurements describe how an adhesive behaves throughout its entire service life—from the first second of application to years of continuous operation.
No single test can fully represent adhesive performance.
Instead, engineers evaluate all four properties to understand the complete mechanical behavior of a pressure-sensitive adhesive.
1. Tack — The Ability to Build an Instant Bond
Tack describes how rapidly an adhesive develops measurable adhesion under light pressure and short contact time.
It is the first property experienced during installation and often determines how easily a material can be positioned before additional pressure is applied.
In laboratory testing, tack is commonly evaluated using standardized methods such as:
- Rolling Ball Tack Test
- Loop Tack Test
- Probe Tack Test
Although these methods differ in procedure, they all measure the same fundamental characteristic:
How quickly can the adhesive wet the substrate and generate an initial bond?
High tack is particularly valuable in applications requiring fast placement or rapid assembly.
Examples include:
- Packaging tapes
- Shipping labels
- Medical dressings
- Temporary masking materials
In these applications, immediate adhesion improves productivity and simplifies installation.
However, high tack should never be interpreted as evidence of superior long-term performance.
An adhesive that develops an instant bond may still exhibit poor creep resistance, limited durability, or inadequate structural stability under continuous loading.
Tack represents only the beginning of adhesive performance—not its final capability.
Engineering Perspective
One of the most common misconceptions is that tack reflects overall adhesive quality.
In reality, tack measures only how efficiently an adhesive forms its initial contact with a surface.
It says very little about how the bond will perform after days, months, or years of service.
This distinction becomes increasingly important in demanding industrial environments, where long-term reliability is often determined by shear resistance and cohesion rather than by initial tack alone.
2. Peel Adhesion — Measuring Bond Strength During Removal
While tack describes how quickly an adhesive forms an initial bond, peel adhesion measures how strongly that bond resists separation.
More specifically, peel adhesion is the force required to remove an adhesive from a substrate at a controlled angle and speed after a specified dwell time.
Unlike tack, which focuses on the first moment of contact, peel adhesion evaluates the adhesive after it has established intimate contact with the substrate.
For this reason, peel adhesion is often considered one of the most practical indicators of bond strength in real-world applications.
Common international testing standards include:
- ASTM D3330
- PSTC-101
- FINAT FTM 1
- ISO 29862 (selected applications)
The most widely used methods are 180° peel and 90° peel tests, where the adhesive tape is removed at a constant speed while the required force is continuously recorded.
Because testing conditions are carefully standardized, peel adhesion allows engineers to compare different adhesive formulations under controlled laboratory conditions.
What Determines Peel Adhesion?
Peel adhesion is not controlled by a single material property.
Instead, it results from the interaction of several mechanisms working simultaneously.
Important influencing factors include:
- Surface wetting quality
- Surface energy of the substrate
- Adhesive thickness
- Polymer viscoelasticity
- Crosslink density
- Peel angle
- Peel speed
- Temperature during testing
- Bond dwell time
Among these factors, surface wetting and viscoelastic energy dissipation generally have the greatest influence.
A well-designed pressure-sensitive adhesive spreads across microscopic surface irregularities during application.
As the adhesive is peeled away, polymer chains deform continuously while dissipating mechanical energy throughout the adhesive layer.
The greater the energy required to propagate the peel front, the higher the measured peel adhesion.
This is one of the reasons why acrylic pressure-sensitive adhesives often achieve excellent peel strength after sufficient dwell time, even when their initial tack appears relatively moderate.
Peel Adhesion Is Highly Application Dependent
Many people assume that higher peel adhesion always indicates a better adhesive.
In engineering practice, this assumption is often incorrect.
The ideal peel strength depends entirely on the intended application.
For example:
| Application | Desired Peel Adhesion |
| Shipping labels | Moderate |
| Protective films | Low to Moderate |
| Automotive trim attachment | High |
| Structural mounting tapes | Very High |
| Medical skin adhesives | Carefully Controlled |
Protective films illustrate this principle particularly well.
They must remain securely attached during manufacturing, transportation, and installation, yet still be removable without damaging delicate surfaces or leaving adhesive residue.
An excessively high peel force would make removal difficult and increase the risk of substrate damage.
Conversely, structural mounting tapes require exceptionally high peel resistance because they must withstand continuous mechanical loading over many years.
Neither requirement is universally better.
Each simply reflects a different design objective.
3. Shear Resistance — The Foundation of Long-Term Reliability
If peel adhesion measures resistance to separation, shear resistance measures an adhesive’s ability to withstand continuous forces acting parallel to the bonding surface.
For many industrial applications, shear resistance is considerably more important than initial tack.
Imagine an object mounted vertically using adhesive tape.
Gravity continuously pulls the object downward.
The adhesive is not being peeled away.
Instead, it is subjected to a constant shear load.
Over time, an adhesive with insufficient shear resistance begins to deform slowly.
This gradual deformation is known as creep.
If creep continues unchecked, the bond eventually fails—even though its initial peel strength may have been excellent.
This explains why two tapes with similar initial tack can exhibit dramatically different service lives under continuous loading.
Measuring Shear Resistance
Shear performance is typically evaluated using static or dynamic shear tests.
One common method suspends a standardized weight from a bonded specimen while recording the time required for bond failure.
Rather than measuring force, these tests often measure time to failure, making them particularly useful for evaluating long-term stability.
Several international standards are commonly used, including:
- ASTM D3654
- PSTC-107
- FINAT FTM 8
Because industrial adhesive joints frequently experience continuous loading rather than sudden impacts, shear testing provides valuable insight into how an adhesive is likely to perform throughout its service life.
Why Shear Resistance Matters in Industrial Applications
Unlike consumer products, many industrial assemblies remain under constant mechanical stress for years.
Typical examples include:
- Automotive exterior trim
- Solar panel mounting systems
- Electronic components
- Building façade attachments
- Industrial signage
- Cable management systems
In each case, the adhesive must resist continuous loading while simultaneously enduring vibration, temperature fluctuations, humidity, and environmental aging.
An adhesive with excellent tack but poor shear resistance may appear successful immediately after installation, only to fail months later through gradual creep.
For this reason, engineers often consider shear resistance one of the most critical performance indicators when evaluating pressure-sensitive adhesives for permanent bonding applications.
4. Cohesion — The Internal Strength of the Adhesive
While tack, peel adhesion, and shear resistance describe how an adhesive interacts with a substrate, cohesion describes how well the adhesive holds itself together.
In other words, cohesion is the internal mechanical strength of the adhesive layer.
A pressure-sensitive adhesive may bond strongly to a surface, but if its internal structure is weak, failure can still occur within the adhesive itself.
This type of failure is known as cohesive failure.
Unlike adhesive failure, where the adhesive cleanly separates from the substrate, cohesive failure leaves adhesive residue on one or both bonded surfaces because the polymer network tears apart internally.
For many industrial applications, cohesive failure is unacceptable because it indicates that the adhesive itself has become the weakest component of the bonded assembly.
What Influences Cohesion?
Several formulation variables contribute to cohesive strength, including:
- Polymer molecular weight
- Crosslink density
- Polymer architecture
- Glass transition temperature (Tg)
- Adhesive thickness
- Environmental exposure
Among these factors, crosslink density is generally the most influential.
As discussed in the previous chapter, crosslinking connects individual polymer chains into a three-dimensional network, allowing mechanical loads to be distributed throughout the adhesive rather than concentrated within isolated molecular chains.
Higher cohesion improves:
- Resistance to creep
- Heat resistance
- Fatigue resistance
- Dimensional stability
- Long-term durability
However, cohesion should not be maximized without considering the other three performance pillars.
Excessive cohesion may reduce surface wetting, lower initial tack, and decrease peel adhesion.
Like every other aspect of PSA formulation, cohesion must be optimized—not maximized.
Why the Four Performance Pillars Must Be Balanced
One of the defining characteristics of pressure-sensitive adhesive engineering is that no single performance property can be optimized independently.
Improving one characteristic almost always influences the others.
For example:
- Lowering Tg generally improves tack but may reduce heat resistance.
- Increasing tackifier content enhances initial adhesion but can decrease shear performance.
- Increasing crosslink density improves cohesion and shear resistance while reducing molecular mobility during initial contact.
- Increasing adhesive thickness often improves peel adhesion but may influence dimensional stability.
These interactions explain why adhesive formulation is fundamentally an exercise in balancing competing performance requirements rather than maximizing a single property.
The objective is not to build the strongest adhesive in every category.
The objective is to achieve the most appropriate combination of properties for a specific application.
The Four Pillars Work as an Integrated System
A useful way to understand PSA performance is to view the four pillars as stages in the lifecycle of a bonded joint.
| Performance Pillar | Primary Function | Typical Service Stage |
| Tack | Creates immediate contact | Initial installation |
| Peel Adhesion | Maintains resistance during separation | Bond development |
| Shear Resistance | Supports continuous loading | Long-term service |
| Cohesion | Preserves internal structural integrity | Entire service life |
Each property becomes increasingly important at different stages of the bond’s lifetime.
An adhesive with excellent tack but poor cohesion may perform well immediately after installation but fail prematurely under long-term loading.
Conversely, an adhesive with exceptional cohesion but insufficient tack may never establish adequate contact with the substrate in the first place.
Successful adhesive design therefore depends on balancing all four properties rather than maximizing any one of them.
Engineering Perspective
This four-pillar framework fundamentally changes how pressure-sensitive adhesives should be evaluated.
Instead of asking,
“Which tape is the stickiest?”
Engineers ask,
- Does the adhesive wet the substrate efficiently?
- Will it maintain peel strength after aging?
- Can it resist creep under continuous load?
- Is the polymer network strong enough to survive years of service?
These questions reflect real engineering performance rather than first impressions.
They also explain why two adhesives that feel similar during installation can behave completely differently after months or years in actual operating conditions.
Transition to Chapter 10
Although the four performance pillars provide an effective framework for evaluating adhesive behavior, they do not explain why one formulation exhibits higher tack while another delivers superior shear resistance or cohesion.
To answer that question, engineers turn to viscoelastic analysis.
Rather than measuring only finished product performance, viscoelastic testing reveals how an adhesive stores and dissipates mechanical energy across different loading frequencies.
This approach led to one of the most influential concepts in pressure-sensitive adhesive science:
The Chang Viscoelastic Window.
By mapping storage modulus and loss modulus over a wide range of frequencies, engineers can predict the balance between tack, peel adhesion, shear resistance, and cohesion before an adhesive is ever tested in a real application.
In the next chapter, we will explore how the Chang Window has become one of the most powerful tools for understanding—and designing—high-performance pressure-sensitive adhesives.
10. Why Different Applications Require Different Viscoelastic Windows
After examining the four performance pillars of pressure-sensitive adhesives—tack, peel adhesion, shear resistance, and cohesion—a natural question emerges:
Can engineers predict adhesive performance before building and testing a formulation?
For decades, adhesive development relied heavily on trial and error.
A formulation would be prepared, coated onto a backing, laminated to test panels, and subjected to a series of laboratory evaluations. If the results failed to meet the target performance, the formulation was adjusted and the entire process repeated.
Although effective, this approach was both time-consuming and expensive.
As pressure-sensitive adhesive technology advanced, researchers began searching for a more fundamental way to understand adhesive behavior—one based on material science rather than repeated experimentation.
That search led to one of the most influential concepts in modern adhesive engineering:
The Chang Viscoelastic Window.
Rather than measuring only the final performance of an adhesive, the Chang Window analyzes how the material stores and dissipates mechanical energy across different loading conditions.
This provides engineers with a powerful framework for predicting the balance between tack, peel adhesion, shear resistance, and cohesion before a product ever reaches conventional performance testing.
Today, the Chang Viscoelastic Window remains one of the most widely used theoretical models for understanding and optimizing pressure-sensitive adhesive formulations.
Why Viscoelasticity Matters
Pressure-sensitive adhesives are not purely elastic solids, nor are they ordinary viscous liquids.
Instead, they belong to a unique class of materials known as viscoelastic materials, which combine the characteristics of both.
When mechanical force is applied, part of the energy is temporarily stored within the polymer network, while the remainder is dissipated through molecular motion.
The proportion of stored versus dissipated energy determines how an adhesive behaves during application and throughout its service life.
This explains why two adhesives with similar chemical compositions can exhibit dramatically different performance under identical operating conditions.
Understanding viscoelastic behavior therefore provides a much deeper explanation of adhesive performance than conventional tack or peel tests alone.
Instead of observing only the final result, engineers can study the fundamental mechanical response occurring inside the adhesive itself.
Dynamic Mechanical Analysis (DMA)
The primary tool used to evaluate viscoelastic behavior is Dynamic Mechanical Analysis (DMA).
Rather than pulling an adhesive until failure, DMA applies a small oscillating deformation while measuring the material’s response over a wide range of frequencies and temperatures.
This allows engineers to observe how the polymer behaves under conditions that closely resemble real-world service environments.
From these measurements, three fundamental parameters are obtained:
- Storage Modulus (G’)
- Loss Modulus (G”)
- Loss Factor (tan δ)
Together, these parameters form the foundation of viscoelastic analysis and ultimately make the Chang Window possible.
Storage Modulus (G’) — Measuring Elastic Energy Storage
The Storage Modulus (G’) represents the elastic portion of a pressure-sensitive adhesive’s mechanical response.
It measures how much mechanical energy is temporarily stored within the polymer network during deformation.
Materials with a high storage modulus behave more like elastic solids.
They resist deformation, recover their original shape more effectively, and provide greater structural support under continuous loading.
In pressure-sensitive adhesives, a higher G’ generally contributes to:
- Improved cohesion
- Better shear resistance
- Greater dimensional stability
- Enhanced resistance to creep
However, excessive elastic stiffness also limits the adhesive’s ability to conform to microscopic surface roughness.
As a result, very high G’ values often reduce surface wetting and lower initial tack.
This illustrates one of the recurring themes throughout adhesive engineering:
Improving one performance characteristic almost always requires sacrificing another.
Loss Modulus (G”) — Measuring Energy Dissipation
While the storage modulus (G’) describes how much energy an adhesive can temporarily store, the loss modulus (G”) measures how much of that energy is dissipated as heat through internal molecular motion.
Whenever a pressure-sensitive adhesive is stretched, compressed, or peeled, polymer chains continually slide, rotate, and rearrange themselves.
These molecular movements consume mechanical energy rather than returning it to the system.
This energy dissipation is represented by the loss modulus.
An adhesive with a higher G” behaves more like a viscous material.
Instead of resisting deformation, it absorbs mechanical energy by allowing molecular chains to move more freely.
This behavior is particularly important during bonding because it enables the adhesive to conform to microscopic surface irregularities.
Improved molecular mobility generally leads to:
- Better surface wetting
- Higher initial tack
- Increased peel adhesion
- Greater energy absorption during debonding
However, excessive molecular mobility also has disadvantages.
If the polymer network dissipates energy too easily, the adhesive may gradually deform under continuous loading.
This reduces shear resistance and increases the likelihood of creep over time.
Once again, adhesive formulation requires balancing competing material properties rather than maximizing a single parameter.
Loss Factor (tan δ) — Balancing Elasticity and Flow
Neither G’ nor G” alone can fully describe the behavior of a pressure-sensitive adhesive.
For this reason, engineers often examine their relationship using a parameter known as the loss factor, expressed as:
tanδ=G′′G′\tan \delta = \frac{G”}{G’}tanδ=G′G′′
Rather than representing an independent material property, tan δ describes the balance between viscous energy dissipation and elastic energy storage.
Its value provides valuable insight into how an adhesive is likely to behave under different loading conditions.
A relatively high tan δ indicates that viscous behavior dominates.
The adhesive flows more easily, wets surfaces rapidly, and typically exhibits stronger initial tack.
A relatively low tan δ indicates that elastic behavior dominates.
The adhesive becomes more dimensionally stable and better able to resist continuous mechanical loading.
Neither condition is universally superior.
Instead, the optimal balance depends entirely on the intended application.
Packaging tapes generally benefit from greater viscous behavior during installation, while structural bonding tapes often require stronger elastic behavior throughout their service life.
Why G’ and G” Must Be Evaluated Together
One of the most common misconceptions in adhesive characterization is assuming that either G’ or G” alone can predict overall performance.
In reality, neither parameter provides a complete picture.
Consider two hypothetical adhesives.
The first has a very low G’.
It wets surfaces exceptionally well and develops impressive initial tack.
However, its weak polymer network cannot adequately support continuous loading, resulting in poor shear resistance and significant creep.
The second has an extremely high G’.
Its internal structure is exceptionally stable, but the adhesive is too stiff to conform effectively to surface roughness.
Initial tack becomes poor, and peel adhesion may also decline.
Neither adhesive represents an ideal pressure-sensitive adhesive.
Successful formulations achieve a carefully controlled balance between energy storage and energy dissipation.
This balance enables rapid surface wetting during application while maintaining sufficient structural integrity throughout the product’s service life.
The interaction between G’ and G” is therefore far more informative than either parameter considered independently.
Engineering Perspective
Dynamic Mechanical Analysis does not directly measure tack, peel adhesion, shear resistance, or cohesion.
Instead, it measures the underlying viscoelastic behavior that gives rise to those performance characteristics.
This distinction is important.
Traditional adhesive tests describe what happens.
Viscoelastic analysis helps explain why it happens.
Because of this predictive capability, DMA has become one of the most valuable tools in modern adhesive development.
Rather than relying solely on repeated trial-and-error formulation, engineers can use viscoelastic measurements to anticipate how changes in polymer chemistry, tackifier content, or crosslink density are likely to influence the final performance of a pressure-sensitive adhesive.
Transition to the Chang Viscoelastic Window
Understanding G’, G”, and tan δ provides the scientific foundation for viscoelastic analysis.
However, evaluating these parameters individually still makes it difficult to compare different adhesive formulations or predict their overall performance.
To solve this problem, Chang proposed a graphical framework that combines these viscoelastic measurements into a single engineering model.
Known as the Chang Viscoelastic Window, this approach allows engineers to visualize how different formulations balance tack, peel adhesion, shear resistance, and cohesion—and why different pressure-sensitive adhesives naturally occupy different regions of performance.
The Chang Viscoelastic Window
Although Dynamic Mechanical Analysis provides valuable measurements of storage modulus (G’), loss modulus (G”), and loss factor (tan δ), interpreting these values individually can be difficult.
A formulation may exhibit a favorable storage modulus but an unfavorable loss modulus.
Another may demonstrate excellent energy dissipation while lacking sufficient structural stability.
Evaluating these parameters separately rarely provides a complete understanding of adhesive performance.
To address this challenge, Chang proposed a viscoelastic performance map that relates fundamental material behavior directly to pressure-sensitive adhesive performance.
Rather than focusing on individual numerical values, the Chang Viscoelastic Window allows engineers to visualize how different formulations balance elasticity and viscosity across a range of loading conditions.
This transformed viscoelastic analysis from a collection of laboratory measurements into a practical engineering design tool.
Why the Chang Window Matters
One of the greatest advantages of the Chang Window is that it connects material properties with real-world adhesive performance.
Instead of asking whether an adhesive has a high or low storage modulus, engineers can evaluate whether its overall viscoelastic behavior is appropriate for a particular application.
The Chang Window helps answer practical questions such as:
- Will the adhesive develop sufficient initial tack?
- Can it maintain peel adhesion after aging?
- Is shear resistance adequate for long-term loading?
- Does the formulation provide enough cohesion for permanent bonding?
Rather than replacing laboratory testing, the Chang Window provides a scientific framework for predicting these behaviors before extensive product validation begins.
This significantly reduces formulation development time and improves design efficiency.
The Four Performance Regions
Different pressure-sensitive adhesive formulations naturally occupy different regions within the Chang Window because every formulation represents a different balance between energy storage and energy dissipation.
Although the exact boundaries vary between studies, the overall interpretation remains remarkably consistent.
| Region | Dominant Characteristics | Typical Applications |
| High Tack | Excellent wetting and rapid bond formation | Packaging tapes, labels |
| High Peel Adhesion | Strong resistance during removal | Mounting tapes, protective films |
| High Shear Resistance | Excellent resistance to continuous loading | Structural industrial bonding |
| High Cohesion | Outstanding internal stability and durability | Automotive, aerospace, electronics |
No single region is inherently superior.
Each represents a different optimization strategy based on application requirements.
For example, a packaging tape benefits from maximizing rapid surface wetting and immediate bond formation.
An automotive bonding tape, however, is designed primarily for long-term mechanical stability under demanding environmental conditions.
Consequently, these two products occupy different areas of the Chang Window even though both are classified as pressure-sensitive adhesives.
Formulation Changes Shift Position Within the Window
One of the most useful aspects of the Chang Window is that it allows engineers to anticipate how formulation changes influence adhesive performance.
For example:
| Formulation Adjustment | Expected Performance Shift |
| Lower Tg | Higher tack and improved wetting |
| Increase tackifier content | Higher tack and peel adhesion |
| Increase crosslink density | Higher cohesion and shear resistance |
| Increase molecular weight | Improved structural stability |
| Increase hard monomer content | Greater stiffness and dimensional stability |
Rather than viewing these formulation variables independently, engineers can observe how each adjustment moves the adhesive toward a different performance region.
This systems-level perspective makes the Chang Window an exceptionally effective tool for formulation optimization.
Engineering Perspective
Perhaps the greatest contribution of the Chang Viscoelastic Window is that it fundamentally changed how adhesive development is approached.
Historically, formulation was dominated by repeated experimentation.
Engineers adjusted polymer compositions, coated new samples, performed laboratory tests, and repeated the process until the desired balance of properties was achieved.
The Chang Window introduced a far more predictive methodology.
By understanding the viscoelastic behavior of a formulation, engineers could estimate its likely performance before completing extensive application testing.
Although experimental validation remains essential, formulation development became significantly more efficient because material behavior could now guide design decisions from the earliest stages of development.
This shift—from empirical trial-and-error toward physics-based prediction—represents one of the most important advances in modern pressure-sensitive adhesive engineering.
Key Takeaway
The Chang Viscoelastic Window is far more than a graphical representation of Dynamic Mechanical Analysis data.
It provides a unified framework for understanding how pressure-sensitive adhesives balance tack, peel adhesion, shear resistance, and cohesion through their underlying viscoelastic behavior.
More importantly, it demonstrates that adhesive performance is not determined by a single property.
Instead, every successful formulation represents a carefully engineered balance between energy storage and energy dissipation.
For adhesive engineers, the Chang Window remains one of the most powerful tools for predicting performance, guiding formulation design, and understanding why different pressure-sensitive adhesives behave so differently in real-world applications.
Transition to Chapter 11
The Chang Viscoelastic Window explains how engineers predict adhesive performance during formulation development.
However, prediction alone is not enough.
Once a formulation has been optimized, its performance must still be verified using standardized laboratory methods.
International test standards—including ASTM, ISO, FINAT, and PSTC procedures—provide a common language for measuring tack, peel adhesion, shear resistance, and durability under controlled conditions.
In the next chapter, we will examine how these standardized tests translate viscoelastic theory into measurable engineering performance, allowing adhesive manufacturers and end users to evaluate products using consistent, repeatable methods.
11. Why the Finger Test Is One of the Most Misleading Ways to Evaluate a Pressure-Sensitive Adhesive
If you’ve ever compared two adhesive tapes side by side, chances are you’ve done exactly the same thing as almost everyone else.
You touch the adhesive with your fingertip.
You press lightly.
You pull away.
Then, almost instinctively, you decide:
“This one feels stickier, so it must be the better tape.”
It seems like common sense.
Unfortunately, from an adhesive engineering perspective, this simple test tells you remarkably little about how the tape will actually perform.
In fact, some of the world’s highest-performing pressure-sensitive adhesives intentionally feel less sticky than ordinary consumer tapes.
The difference lies in what your finger is actually measuring.
Your Finger Measures Initial Tack—Nothing More
When your finger touches a pressure-sensitive adhesive, the contact typically lasts less than one second.
During that brief moment, only one performance characteristic is being evaluated:
Initial tack.
As discussed earlier in this guide, tack reflects how quickly an adhesive can wet a surface and generate immediate bonding under very light pressure.
That property is certainly important.
Without sufficient tack, a tape cannot establish initial contact efficiently.
However, tack represents only one part of overall adhesive performance.
Your finger cannot evaluate:
- Long-term shear resistance
- Cohesion within the polymer network
- Heat resistance
- Resistance to creep
- Fatigue durability
- Chemical resistance
- Environmental aging
- Structural reliability
In other words, your finger evaluates only the first second of an adhesive’s life.
Industrial engineers evaluate everything that happens afterward.
Human Skin Is One of the Worst Possible Test Surfaces
Another problem is that skin itself is an extremely inconsistent substrate.
Unlike standardized laboratory materials such as stainless steel or glass, human skin varies continuously.
Its properties change with:
- Temperature
- Humidity
- Natural skin oils
- Sweat
- Age
- Pressure applied
- Contact time
- Surface cleanliness
Even the same person may experience different tactile sensations at different times of the day.
As a result, two people touching the same adhesive may reach completely different conclusions.
This lack of repeatability makes finger testing unsuitable for objective product evaluation.
For engineering purposes, it provides almost no meaningful performance data.
Industrial Adhesives Are Rarely Designed for Human Skin
There is another reason why finger testing can be misleading.
With the exception of medical adhesives, pressure-sensitive tapes are almost never intended to bond to skin.
Instead, they are engineered for substrates such as:
- Powder-coated aluminum
- Stainless steel
- Glass
- Polycarbonate
- ABS
- Polypropylene
- Polyethylene
- Painted automotive panels
- Composite materials
Each of these surfaces has completely different:
- Surface energy
- Roughness
- Elasticity
- Chemical composition
An adhesive optimized for low-surface-energy polypropylene may feel relatively dry on skin while delivering exceptional bond strength on plastic.
Likewise, an adhesive that feels extremely aggressive on your fingertip may perform poorly on difficult industrial substrates.
Evaluating industrial adhesives using human skin is therefore much like testing automotive tires on an office floor.
The test surface simply does not represent the real application.
Why Professional Laboratories Never Use Finger Tests
Instead of relying on subjective impressions, adhesive laboratories use internationally recognized testing standards that provide consistent and repeatable data.
Common examples include:
Loop Tack (ASTM D6195 / FINAT FTM 9)
Measures the force required to separate a loop of adhesive tape immediately after contact with a standardized substrate.
This method closely simulates instant bond formation and is widely regarded as one of the most reliable tests for evaluating initial tack.
180° Peel Adhesion (ASTM D3330)
Measures the force required to remove an adhesive from a substrate at a constant angle and speed.
This test evaluates bond strength after proper application rather than initial stickiness.
Static Shear (ASTM D3654 / PSTC-107)
Determines how well an adhesive resists creep under continuous load.
It provides valuable information about cohesion and long-term structural stability.
Dynamic Mechanical Analysis (DMA)
As discussed in previous chapters, DMA measures the adhesive’s viscoelastic behavior rather than its performance in a single application test.
It reveals how the polymer stores and dissipates mechanical energy across different loading conditions.
For formulation engineers, DMA often provides deeper insight than any individual adhesion test.
The Best Adhesive Is the One That Performs in Service
Ultimately, the value of a pressure-sensitive adhesive is determined not by how it feels during installation but by how it performs throughout its intended service life.
A packaging tape may need to remain sealed for only a few days.
An automotive mounting tape may be expected to perform reliably for more than a decade.
A medical dressing must attach securely while minimizing trauma during removal.
Each application requires a different balance of viscoelastic properties.
No single finger test can evaluate those differences.
This is why professional adhesive selection always begins with application requirements, followed by standardized laboratory testing, rather than subjective tactile impressions.
The tape that feels the stickiest today may not be the tape that performs the best tomorrow.
Key Takeaway
Touching a pressure-sensitive adhesive with your finger measures only one small part of its performance—initial tack.
It tells you nothing about cohesion, shear resistance, environmental durability, or long-term reliability.
Professional adhesive engineers therefore rely on standardized testing methods and viscoelastic analysis rather than subjective tactile evaluation.
The most successful pressure-sensitive adhesives are not necessarily the ones that feel the stickiest.
They are the ones whose viscoelastic balance has been carefully engineered to meet the demands of their intended application.
Frequently Asked Questions (FAQ)
1. Why does a tape feel sticky but still fall off?
A sticky feeling only indicates high initial tack, which measures how quickly an adhesive forms contact under light pressure.
Long-term bonding depends on several additional properties, including peel adhesion, cohesion, shear resistance, surface preparation, and substrate compatibility.
Many consumer tapes feel extremely sticky but have relatively poor internal strength, while premium industrial tapes often feel less aggressive initially yet provide significantly better long-term durability.
In adhesive engineering, immediate stickiness and long-term bond strength are not the same thing.
2. Does a stickier adhesive always provide a stronger bond?
No.
High tack simply means the adhesive wets the surface quickly during initial contact.
A strong bond requires a balanced combination of:
- Good surface wetting
- Adequate peel adhesion
- High cohesion
- Excellent shear resistance
- Stable viscoelastic behavior
Excessively high tack can even reduce long-term performance if it is achieved by sacrificing internal cohesion.
For structural applications, engineers usually prioritize long-term reliability over aggressive initial stickiness.
3. Why do automotive tapes require 24–72 hours to reach full bond strength?
Pressure-sensitive adhesives continue evolving after installation.
Once pressure is applied, the adhesive gradually wets microscopic surface irregularities and redistributes internal stresses throughout the polymer network.
This process is often called dwell time or bond build-up.
Although the tape may hold immediately after installation, maximum bond strength typically develops over the following one to three days, depending on temperature, adhesive chemistry, and substrate characteristics.
This gradual strengthening is completely normal for high-performance acrylic pressure-sensitive adhesives.
4. What is the difference between tack, peel, shear, and cohesion?
These four properties describe different aspects of adhesive performance.
- Tackmeasures how quickly an adhesive bonds after light contact.
- Peel adhesionmeasures the force required to remove the adhesive from a surface.
- Shear resistancemeasures the adhesive’s ability to resist continuous loading over time.
- Cohesiondescribes the internal strength of the adhesive itself.
No single property can fully describe adhesive quality.
Professional formulators always optimize these four characteristics together.
5. Why do premium industrial tapes often feel less sticky than packaging tape?
Premium industrial tapes are engineered for long-term structural stability rather than immediate tactile feedback.
Higher cohesion, greater crosslink density, and improved environmental resistance often reduce initial finger stickiness while dramatically improving long-term durability.
This is especially common in automotive, aerospace, electronics, and construction applications.
A less sticky feel does not indicate inferior performance.
It often indicates a more sophisticated formulation.
6. What factors have the greatest influence on PSA performance?
Pressure-sensitive adhesive performance depends on multiple formulation variables working together.
Among the most important are:
- Polymer chemistry
- Glass transition temperature (Tg)
- Tackifier resin selection
- Crosslink density
- Molecular weight
- Viscoelastic behavior
- Coating thickness
- Substrate surface energy
Because these variables interact with one another, changing one formulation component often influences several performance characteristics simultaneously.
7. Why is surface preparation so important?
Even the highest-quality adhesive cannot compensate for a contaminated surface.
Dust, oil, moisture, mold release agents, oxidation, or loose coatings prevent intimate molecular contact between the adhesive and the substrate.
Proper cleaning significantly improves wetting and allows the adhesive to develop its intended bond strength.
In many industrial applications, surface preparation has a greater influence on bond performance than changing the adhesive itself.
8. Can one pressure-sensitive adhesive work for every application?
No.
Every application imposes different mechanical, thermal, and environmental demands.
Packaging, automotive assembly, electronics manufacturing, medical devices, construction, and renewable energy all require different balances of tack, peel, shear, and cohesion.
For this reason, adhesive engineers design formulations around application requirements rather than attempting to create a universal adhesive.
There is no “best” pressure-sensitive adhesive.
There is only the most appropriate adhesive for a particular application.
Final Thoughts: The Best Adhesive Is Not the Stickiest—It’s the Best Balanced
If this article has demonstrated one thing, it is that pressure-sensitive adhesives are far more sophisticated than they first appear.
To most people, a tape is simply something that sticks.
Touch it with a finger, press it onto a surface, and judge its quality by how sticky it feels.
From an engineering perspective, however, that approach overlooks almost everything that actually determines adhesive performance.
A pressure-sensitive adhesive is not defined by a single property.
It is the result of countless molecular interactions taking place inside a carefully engineered polymer network.
Every formulation represents a series of compromises.
Increase tack, and you may reduce holding power.
Increase cohesion, and initial wetting may decrease.
Lower the glass transition temperature, and the adhesive may bond faster but become more susceptible to creep.
Raise the crosslink density, and long-term durability improves while immediate stickiness often declines.
There is no formulation that simultaneously maximizes every property.
Nor should there be.
Because no two applications demand exactly the same balance.
A shipping carton only needs to remain sealed until it reaches its destination.
An automotive emblem may need to survive more than a decade of sunlight, rain, vibration, and temperature cycling.
A medical dressing must adhere securely while remaining comfortable enough to remove without damaging delicate skin.
An optical adhesive inside a smartphone must remain transparent and dimensionally stable despite years of thermal expansion.
Each application asks a different question.
The adhesive must therefore provide a different answer.
That is why professional adhesive engineers rarely describe a formulation as simply “strong” or “weak.”
Instead, they evaluate whether the adhesive has been optimized for the conditions it will actually experience throughout its service life.
This way of thinking explains why modern adhesive development relies so heavily on concepts such as viscoelasticity, glass transition temperature, tackifier chemistry, crosslink density, and tools like the Chang Viscoelastic Window.
These are not abstract scientific theories.
They are practical design principles that allow engineers to predict how an adhesive will perform long before it is ever converted into tape.
Perhaps the most important lesson is this:
The purpose of adhesive formulation is not to maximize adhesion. It is to optimize performance.
That distinction changes everything.
Once you understand it, many common misconceptions begin to disappear.
A tape that feels less sticky is not necessarily inferior.
A higher peel strength does not automatically guarantee better long-term reliability.
A stronger initial grab does not always produce the most durable bond.
Real adhesive performance is measured over months and years—not seconds.
Whether the application involves automotive assembly, electronics manufacturing, renewable energy, medical devices, aerospace, construction, or industrial converting, the same engineering principle continues to apply:
Successful pressure-sensitive adhesives are built on balance.
Not the balance between cost and performance.
Not the balance between strength and flexibility.
But the balance between molecular mobility, viscoelastic behavior, surface wetting, internal cohesion, and environmental durability.
That balance is what transforms a simple coating of adhesive into an engineered material capable of performing reliably in some of the world’s most demanding applications.
And perhaps that is the biggest takeaway from all.
The next time you pick up a roll of tape and instinctively judge it by how sticky it feels, remember:
Your finger measures only the first second.
Good adhesive engineering is designed for everything that happens after.
Appendix A. Common Myths About Pressure-Sensitive Adhesives
Even experienced buyers sometimes evaluate pressure-sensitive adhesives using assumptions that are not supported by adhesive science.
The following misconceptions are among the most common in industrial applications.
Myth 1: A Stickier Tape Is Always a Stronger Tape
Reality
Initial tack measures how quickly an adhesive wets a surface during the first moments of contact.
Long-term bond strength depends on a combination of peel adhesion, cohesion, shear resistance, viscoelastic behavior, substrate compatibility, and environmental durability.
Many high-performance industrial tapes intentionally exhibit lower initial tack while providing significantly greater long-term reliability.
Engineering takeaway:
High tack improves first contact.
High cohesion maintains long-term performance.
These are different design objectives.
Myth 2: Thicker Adhesive Always Creates a Stronger Bond
A thicker adhesive layer can improve stress distribution on rough or uneven surfaces.
However, excessive adhesive thickness may also increase:
- Creep
- Dimensional instability
- Thermal expansion
- Material cost
Engineers select adhesive thickness based on stress distribution rather than simply maximizing adhesive volume.
Myth 3: More Pressure Always Produces Better Adhesion
Applying adequate pressure is essential because it improves wetting between the adhesive and the substrate.
However, once intimate molecular contact has been established, applying substantially more pressure rarely improves ultimate bond strength.
Proper surface preparation and sufficient dwell time usually contribute far more than excessive installation pressure.
Myth 4: Acrylic Adhesives Are Always Better Than Rubber Adhesives
Neither chemistry is universally superior.
Rubber-based PSAs typically provide:
- Higher initial tack
- Better low-temperature bonding
- Lower cost
Acrylic PSAs generally provide:
- Better UV resistance
- Superior aging
- Higher temperature resistance
- Improved long-term durability
The appropriate choice depends entirely on the application environment.
Myth 5: If a Tape Leaves Residue, It Must Be a Poor Adhesive
Residue after removal does not necessarily indicate poor formulation.
It often reflects a mismatch between:
- Adhesive chemistry
- Surface characteristics
- Removal conditions
- Service temperature
- Bonding duration
Many permanent structural adhesives are intentionally designed to exceed the cohesive strength required for clean removal.
Myth 6: Pressure-Sensitive Adhesives Stop Changing Immediately After Installation
Bond formation continues after installation.
As polymer chains continue wetting the substrate and internal stresses gradually redistribute, bond strength often increases over the following 24 to 72 hours.
This is why many industrial tapes specify a recommended dwell time before reaching maximum performance.
Myth 7: Laboratory Peel Strength Alone Determines Adhesive Quality
Peel adhesion measures only one aspect of performance.
A complete engineering evaluation also considers:
- Tack
- Cohesion
- Shear resistance
- Environmental durability
- Fatigue performance
- Temperature resistance
- Chemical compatibility
Professional adhesive selection always balances multiple performance characteristics rather than relying on a single laboratory value.
Key Takeaway
Perhaps the biggest misconception is believing that adhesive performance can be judged by a single property.
Modern pressure-sensitive adhesives are highly engineered viscoelastic systems.
Successful formulations are not defined by extreme values.
They are defined by balance.
Every application demands a different balance, and every formulation is designed accordingly.
Appendix B. Engineering Guide: How to Choose the Right Pressure-Sensitive Adhesive
Selecting a pressure-sensitive adhesive (PSA) is often far more complex than choosing the tape with the highest advertised bond strength.
In industrial applications, adhesive failures rarely occur because the adhesive itself is “too weak.”
More often, failure results from selecting an adhesive whose performance characteristics do not match the operating environment.
Professional adhesive engineers therefore begin with the application—not the adhesive.
Instead of asking,
“Which tape is the strongest?”
they ask a series of engineering questions that gradually narrow the available options.
This systematic approach greatly improves long-term reliability while reducing unnecessary testing and redesign.
Step 1. Identify the Substrate
The first consideration is always the material being bonded.
Different substrates exhibit dramatically different surface energies, which directly influence how easily an adhesive can wet the surface.
In general, substrates can be divided into three categories.
High Surface Energy (HSE)
Examples include:
- Stainless steel
- Aluminum
- Glass
- Ceramic
- Powder-coated metals
These materials are relatively easy for most acrylic pressure-sensitive adhesives to wet.
As a result, many standard industrial acrylic tapes perform well without requiring aggressive tackifiers.
Medium Surface Energy (MSE)
Examples include:
- ABS
- Polycarbonate (PC)
- PVC
- Painted surfaces
These substrates generally bond well with high-quality acrylic systems, although surface preparation becomes increasingly important.
Low Surface Energy (LSE)
Examples include:
- Polypropylene (PP)
- Polyethylene (PE)
- TPO
- UHMW polyethylene
These plastics present one of the greatest challenges in adhesive engineering.
Because of their extremely low surface energy, many conventional acrylic adhesives cannot adequately wet the surface.
Successful bonding often requires specially formulated LSE acrylic adhesives, modified rubber systems, or surface treatments such as flame treatment, corona treatment, or primers.
Engineering Tip
Many apparent adhesive failures on PP or PE are actually wetting failures rather than cohesion failures.
Choosing the correct adhesive chemistry is therefore far more important than simply increasing adhesive thickness.
Step 2. Evaluate the Service Environment
An adhesive that performs perfectly indoors may fail rapidly outdoors.
Environmental conditions have a major influence on long-term adhesive reliability.
Questions to consider include:
- Will the assembly experience direct sunlight?
- Is high humidity expected?
- Will the joint be exposed to chemicals?
- Does the application involve frequent temperature cycling?
- Will the adhesive contact oils or solvents?
For demanding outdoor applications, acrylic pressure-sensitive adhesives generally provide superior resistance to:
- Ultraviolet radiation
- Oxidation
- Moisture
- Weathering
- Long-term aging
Rubber-based systems often provide stronger initial tack but may degrade more rapidly under prolonged environmental exposure.
Step 3. Determine the Operating Temperature
Temperature significantly influences polymer mobility and viscoelastic behavior.
Both the lowest and highest service temperatures must be considered during adhesive selection.
For example:
Low-temperature applications
Cold environments reduce molecular mobility.
If the adhesive’s glass transition temperature approaches the service temperature, wetting becomes increasingly difficult.
Low-temperature applications therefore benefit from formulations with lower Tg values.
Examples include:
- Cold-chain logistics
- Refrigeration labels
- Outdoor winter installations
High-temperature applications
Elevated temperatures increase molecular mobility.
If cohesion is insufficient, creep and bond failure may occur.
High-temperature applications therefore require stronger polymer networks, higher crosslink density, or specialty polymer chemistries.
Typical examples include:
- Automotive engine compartments
- Battery systems
- Industrial electronics
- Powder-coating processes
Step 4. Understand the Type of Mechanical Load
Not all adhesive joints experience force in the same way.
In fact, the direction of the applied force often determines adhesive performance more than the adhesive itself.
Before selecting any pressure-sensitive adhesive, engineers identify how the bonded parts will actually be loaded during service.
Generally speaking, adhesive joints experience three primary loading conditions.
Peel Loading
Peel loading occurs when one bonded surface is pulled away from the other at an angle.
Common examples include:
- Removing labels
- Decorative trim
- Protective films
- Consumer tapes
Peel places a highly concentrated stress on a very small area near the bond line.
Because stress is localized, peel is one of the most demanding loading conditions for pressure-sensitive adhesives.
Applications dominated by peel loading generally require:
- Excellent surface wetting
- High peel adhesion
- Good edge adhesion
Shear Loading
Shear occurs when force acts parallel to the bonding surface.
Examples include:
- Wall-mounted panels
- Automotive trim
- Metal nameplates
- Battery modules
- Solar panel components
Unlike peel, shear distributes force across the entire bonded area.
This makes shear the preferred loading condition for pressure-sensitive adhesives.
Applications dominated by shear require:
- High cohesion
- Strong crosslinked polymer networks
- Excellent creep resistance
For long-term structural bonding, shear performance is often more important than initial tack.
Tensile Loading
Tensile loading pulls the bonded surfaces directly apart.
Although less common than peel or shear, tensile forces occur in:
- Laminated structures
- Composite assemblies
- Certain electronic components
Successful tensile performance depends on both good substrate adhesion and strong internal cohesion.
Real Applications Usually Combine All Three
Very few industrial assemblies experience only one loading mode.
An automotive trim tape, for example, may simultaneously experience:
- Shear caused by gravity
- Peel generated by wind pressure
- Tensile stress during thermal expansion
- Cyclic fatigue from road vibration
For this reason, engineers never optimize a formulation for a single laboratory test.
Instead, they evaluate how the adhesive will respond to the complete stress profile expected throughout its service life.
Step 5. Determine Whether the Bond Should Be Permanent or Removable
Another critical design question is surprisingly simple:
Should the adhesive stay forever, or should it come off cleanly later?
The answer fundamentally changes the formulation strategy.
Permanent Bonding
Permanent pressure-sensitive adhesives are designed to maximize long-term reliability.
Typical applications include:
- Automotive assembly
- Building construction
- Electronic devices
- Industrial equipment
- Appliance manufacturing
These systems generally emphasize:
- High cohesion
- Excellent shear resistance
- Superior environmental durability
- Strong crosslinked polymer networks
Clean removal is not a design objective.
In many cases, attempting to remove the tape damages either the adhesive or the substrate.
That behavior is expected.
Removable Bonding
Removable adhesives pursue a completely different balance.
Examples include:
- Protective films
- Temporary masking
- Shipping protection
- Surface protection during manufacturing
- Retail graphics
Instead of maximizing ultimate bond strength, these formulations focus on:
- Controlled peel force
- Minimal adhesive residue
- Stable removability over time
- Low substrate damage
Achieving clean removal often requires reducing cohesion only enough to prevent residue while maintaining sufficient holding power during use.
This balance is far more difficult than it appears.
Repositionable Adhesives
Some applications require an adhesive that can be lifted and reapplied multiple times.
Examples include:
- Office notes
- Graphic positioning films
- Assembly alignment aids
These systems use specialized viscoelastic designs that provide temporary bonding without permanent adhesion.
Although they appear simple, repositionable PSAs represent some of the most carefully engineered formulations in the adhesive industry.
Step 6. Consider Environmental Aging
One of the biggest differences between consumer tapes and industrial tapes is not their initial performance.
It is how they perform after years of environmental exposure.
Pressure-sensitive adhesives gradually change throughout their service life.
Environmental factors include:
- Ultraviolet radiation
- Oxygen
- Moisture
- Heat
- Freeze-thaw cycling
- Chemical exposure
- Air pollution
These factors continuously influence polymer mobility, oxidation, and internal stress distribution.
A tape that performs well during laboratory installation may behave very differently after several years outdoors.
Acrylic Adhesives Excel in Long-Term Outdoor Applications
One reason acrylic PSAs dominate industrial bonding is their outstanding resistance to environmental aging.
Compared with many rubber-based systems, properly formulated acrylic adhesives typically offer:
- Better UV stability
- Lower oxidation rates
- Improved color stability
- Superior weather resistance
- Longer service life
This explains why acrylic foam tapes are widely used in automotive, architectural glazing, transportation, renewable energy, and exterior signage.
The goal is not simply to bond today.
The goal is to maintain predictable performance for many years.
Appendix C. Failure Analysis of Pressure-Sensitive Adhesive Bonds
Even the highest-quality pressure-sensitive adhesive cannot compensate for an unsuitable application.
When a bonded assembly fails, the immediate assumption is often that the tape was “not strong enough.”
In reality, laboratory investigations frequently reach a different conclusion.
Most adhesive failures are not caused by weak adhesive chemistry. Instead, they result from selecting the wrong adhesive, preparing the surface incorrectly, or exposing the bond to conditions beyond its design limits.
Understanding how an adhesive fails is therefore one of the fastest ways to identify the true root cause of a problem.
Rather than replacing the tape with a stronger product, engineers first examine the failure mode itself.
The fracture surface often reveals exactly what went wrong.
The Four Primary Failure Modes
Pressure-sensitive adhesive failures generally fall into four categories.
Each failure mode points toward a different engineering solution.
1. Adhesive Failure
Adhesive failure occurs when the adhesive cleanly separates from the substrate while remaining intact internally.
After removal, one surface appears almost clean, with very little adhesive residue remaining.
This indicates that the adhesive never developed sufficient interfacial bonding with the substrate.
Common causes include:
- Low surface energy plastics such as PP or PE
- Oil, grease, silicone, or mold release contamination
- Dust or oxidation on the bonding surface
- Insufficient application pressure
- Poor surface wetting
- Incorrect adhesive chemistry
In many cases, the adhesive itself is functioning exactly as designed.
The real problem is that the adhesive never established intimate molecular contact with the substrate.
Typical corrective actions include:
- Improve surface cleaning.
- Increase application pressure.
- Select an adhesive designed for low surface energy materials.
- Use a suitable primer or surface treatment.
2. Cohesive Failure
Unlike adhesive failure, cohesive failure occurs inside the adhesive layer itself.
Instead of separating from the substrate, the adhesive tears apart internally.
After removal, adhesive residue remains on both bonded surfaces.
This indicates that adhesion to the substrate exceeded the internal strength of the adhesive.
Cohesive failure is commonly associated with:
- Excessive mechanical loading
- High operating temperatures
- Insufficient crosslink density
- Low cohesive strength
- Long-term creep under constant load
This type of failure often suggests that the adhesive formulation is too soft for the application.
Increasing cohesion through improved polymer design or higher crosslink density is usually more effective than simply choosing a tape with higher initial tack.
3. Substrate Failure
From an engineering perspective, substrate failure is often considered a successful adhesive bond.
Instead of the adhesive failing, the substrate itself fractures before the bond releases.
Examples include:
- Paint delaminating from metal panels
- Foam tearing internally
- Composite laminates separating
- Thin plastic panels cracking
- Paper fibers remaining attached to adhesive labels
In these cases, the adhesive bond is actually stronger than the substrate.
The solution is not to select a stronger adhesive.
Instead, engineers must evaluate the mechanical strength of the substrate itself.
Substrate failure frequently occurs with high-performance acrylic foam tapes used in automotive, construction, and structural bonding applications.
4. Mixed Failure
Real-world failures are often more complicated than laboratory examples.
Many assemblies exhibit mixed failure, where different regions of the bond fail in different ways simultaneously.
For example:
- One edge may show adhesive failure because of contamination.
- The center may exhibit cohesive failure due to excessive loading.
- Another section may tear the paint from the substrate.
Mixed failure usually indicates that multiple factors contributed to the final bond failure.
Rather than searching for a single cause, engineers systematically eliminate each contributing variable through controlled testing.
Root Cause Analysis: Why Pressure-Sensitive Adhesive Bonds Fail
Once the failure mode has been identified, the next step is determining why the failure occurred.
Although adhesive systems appear complex, most pressure-sensitive adhesive failures can be traced back to a relatively small number of root causes.
In industrial manufacturing, experienced engineers rarely blame the adhesive first.
Instead, they systematically investigate the entire bonding process—from substrate preparation to environmental exposure.
The following checklist represents the most common causes of PSA bond failure.
1. Poor Surface Preparation
Surface contamination remains the single most common reason for adhesive failure.
Even an advanced acrylic adhesive cannot form strong intermolecular interactions if contaminants separate the adhesive from the substrate.
Common contaminants include:
- Oil and grease
- Dust and machining debris
- Fingerprints
- Silicone release agents
- Wax
- Moisture
- Oxidized metal surfaces
Many of these contaminants are invisible to the naked eye.
A surface may appear perfectly clean while still preventing effective molecular contact.
For this reason, industrial bonding procedures often specify cleaning with high-purity isopropyl alcohol (IPA) or other approved surface preparation methods before tape application.
Proper cleaning improves surface energy, promotes wetting, and significantly increases long-term bond reliability.
2. Selecting the Wrong Adhesive for the Substrate
No pressure-sensitive adhesive performs equally well on every material.
Different substrates possess dramatically different surface energies, chemical compositions, and mechanical properties.
For example:
- Glass and stainless steel generally exhibit high surface energy and are relatively easy to bond.
- Polypropylene (PP) and polyethylene (PE) have extremely low surface energy, making them among the most challenging plastics for PSA bonding.
- Powder-coated metals may require entirely different adhesive formulations than bare aluminum.
Attempting to use a general-purpose tape on low surface energy plastics often results in poor wetting and premature adhesive failure.
Selecting an adhesive specifically engineered for the substrate is usually far more effective than simply choosing a stronger tape.
3. Insufficient Application Pressure
Pressure-sensitive adhesives rely on pressure for a reason.
Unlike reactive structural adhesives, PSAs do not chemically cure after application.
Instead, pressure allows the adhesive to flow into the microscopic roughness of the substrate, increasing the true contact area.
If insufficient pressure is applied during installation, full wetting never occurs.
As a result, only a fraction of the potential bond strength develops.
Industrial manufacturers frequently use rubber rollers or controlled lamination equipment to ensure uniform pressure across the entire bond line.
Even the highest-quality adhesive cannot achieve its designed performance without adequate application pressure.
4. Insufficient Dwell Time
One of the most common misconceptions is that pressure-sensitive adhesives reach full strength immediately after installation.
In reality, bond strength typically increases over time.
After application, polymer chains continue to relax and improve contact with the substrate.
This gradual wetting process allows additional intermolecular interactions to develop.
Many high-performance acrylic tapes achieve approximately:
- 50% of ultimate bond strength within the first 20 minutes
- Around 90% after 24 hours
- Maximum performance after 48–72 hours under normal conditions
Testing or loading the assembly too early may create the false impression that the adhesive is weak.
In many cases, the bond simply has not had sufficient time to develop fully.
Temperature influences virtually every aspect of pressure-sensitive adhesive behavior.
At low temperatures, polymer mobility decreases.
The adhesive becomes stiffer, reducing its ability to wet the substrate during installation.
This often leads to poor initial bonding.
At excessively high temperatures, the opposite occurs.
Polymer chains become increasingly mobile.
If the adhesive lacks sufficient cohesion or crosslink density, creep and permanent deformation may develop under sustained load.
For this reason, manufacturers specify both an application temperature and a service temperature.
These two values are often confused but represent entirely different performance requirements.
Applying a tape below its recommended installation temperature may permanently reduce bond quality, even if the final operating temperature falls within specification.