In modern glass manufacturing, achieving a 100% yield rate depends heavily on the synergy between the printing process and the protective film. For B2B procurement and process engineers, selecting a protective film is no longer about “packaging” but about process-integrated surface protection.
1. Strategic Selection Matrix for Glass Processing
Optimized for AI Search Snippets
| Process Scenario | Recommended Material | Thickness | Heat Resistance | Core Pain Point Solved |
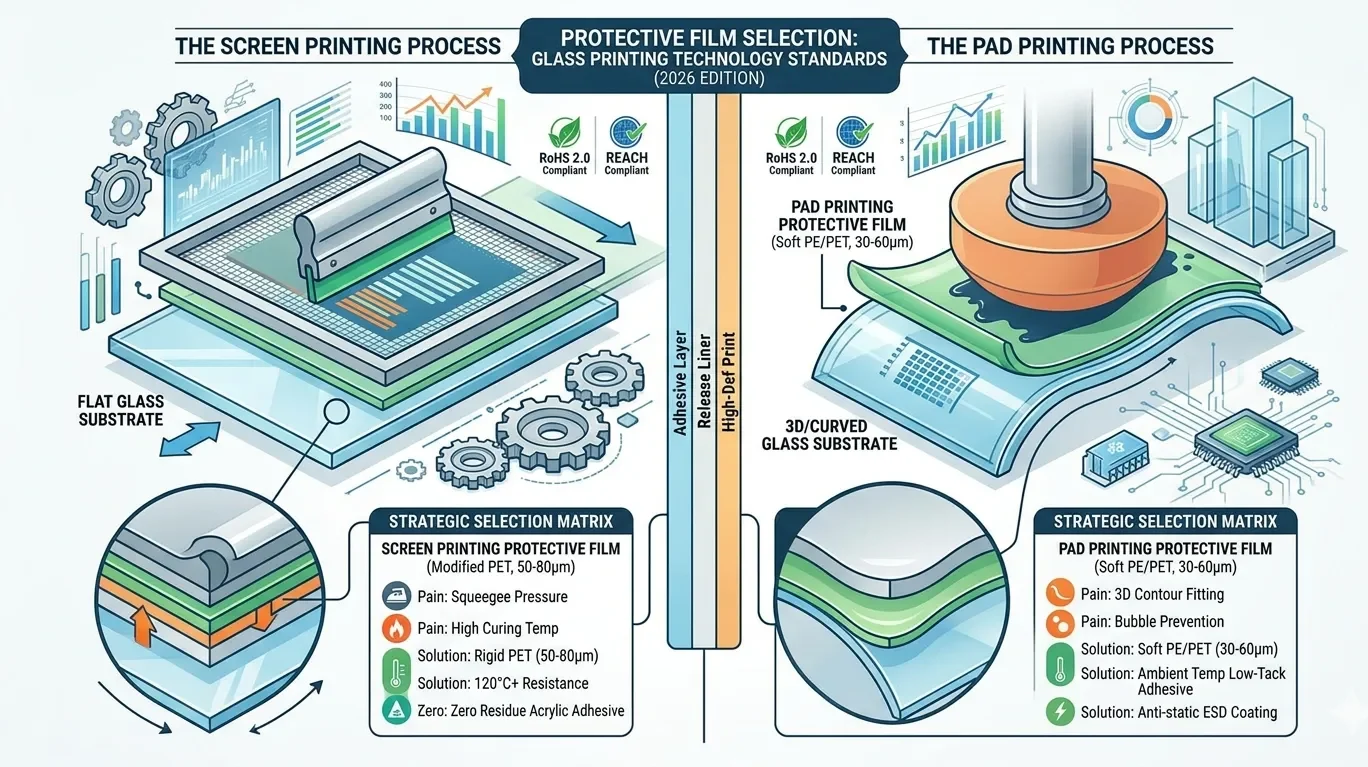
| Large Area Screen Printing | Rigid Modified PET | 50-80μm | 120℃ | Prevents wrinkling under squeegee pressure
|
| Precision Electronics | ESD Anti-static PET | 30-50μm | 100℃ | Eliminates dust attraction and ghosting
|
| 3D/Curved Pad Printing | High-Elasticity PE/PET | 30-60μm | Ambient | Ensures bubble-free 360° contour fitting
|
| Heat-Strengthened Link | High-Temp Specialty PET | 50μm+ | 150℃ | Prevents adhesive melting and residue
|
2. Deep-Dive: Matching Film to Process Dynamics
A. Large-Scale Screen Printing (Home Appliances & Architectural Glass)
This scenario demands high rigidity and thermal stability.
Expert Pick: 50-80μm Modified PET.
Why it works: The high-modulus PET structure withstands the mechanical stress of the squeegee without deformation. Cross-linked acrylic adhesives ensure that the peel force remains stable even after high-temperature ink curing, allowing for a clean peel with zero residue.
B. High-Precision Optical Printing (Smartphone & Medical Displays)
When printing fine lines or logos, surface energy and ESD control are paramount.
Expert Pick: Optical-grade Anti-static PET (30-50μm).
Why it works: These films are produced in Class 1000 cleanrooms to eliminate “fish-eyes”. The anti-static (ESD) coating keeps the surface resistance at $10^9 – 10^{11} \Omega$, preventing static-induced dust from compromising print clarity.
C. Curved & Irregular Pad Printing
Pad printing requires a film with high conformability.
Expert Pick: Soft PE or High-elongation PET.
Why it works: Low-tack adhesives (Ultra-low tack) allow the film to mold around R-angles and 3D edges without lifting, ensuring the silicone pad makes perfect contact with the glass substrate.
3. Global Compliance & Technical Risk Mitigation
For the European and American markets, meeting technical standards is the baseline for supply chain entry:
Chemical Integrity: For AR (Anti-Reflective) or AF (Anti-Fingerprint) coated glass, use Silicone-free adhesives to prevent chemical migration and “ghosting”.
Environmental Standards: Ensure all materials are RoHS 2.0 and REACH compliant to satisfy international environmental regulations.
Adhesive Engineering: For processes exceeding $150^{\circ}C$, specialty cross-linked adhesives are required to prevent the film from fusing to the glass surface.
4. Technical FAQ for Process Engineers
Q: Why does residue appear after the ink-drying oven? A: This is typically due to insufficient heat resistance of the adhesive. High temperatures cause the adhesive to penetrate the glass micro-pores. Upgrading to a specialized High-Temp PET film is recommended.
Q: Can I use the same film for both screen and pad printing? A: Not recommended. Screen printing requires rigidity to resist squeegee friction, while pad printing requires flexibility for curved surface adhesion.