Film curling is one of the most common defects in coating, lamination, and converting processes.
It not only affects product appearance but also leads to unstable production, material waste, and customer complaints.
This guide explains the root causes of film curling and provides practical solutions used in industrial manufacturing.
What is Film Curling?
Film curling occurs when there is an internal stress imbalance across the thickness of the film.
One side is under tensile stress, while the other side is under compressive stress.
To reduce internal energy, the film bends, resulting in curling.
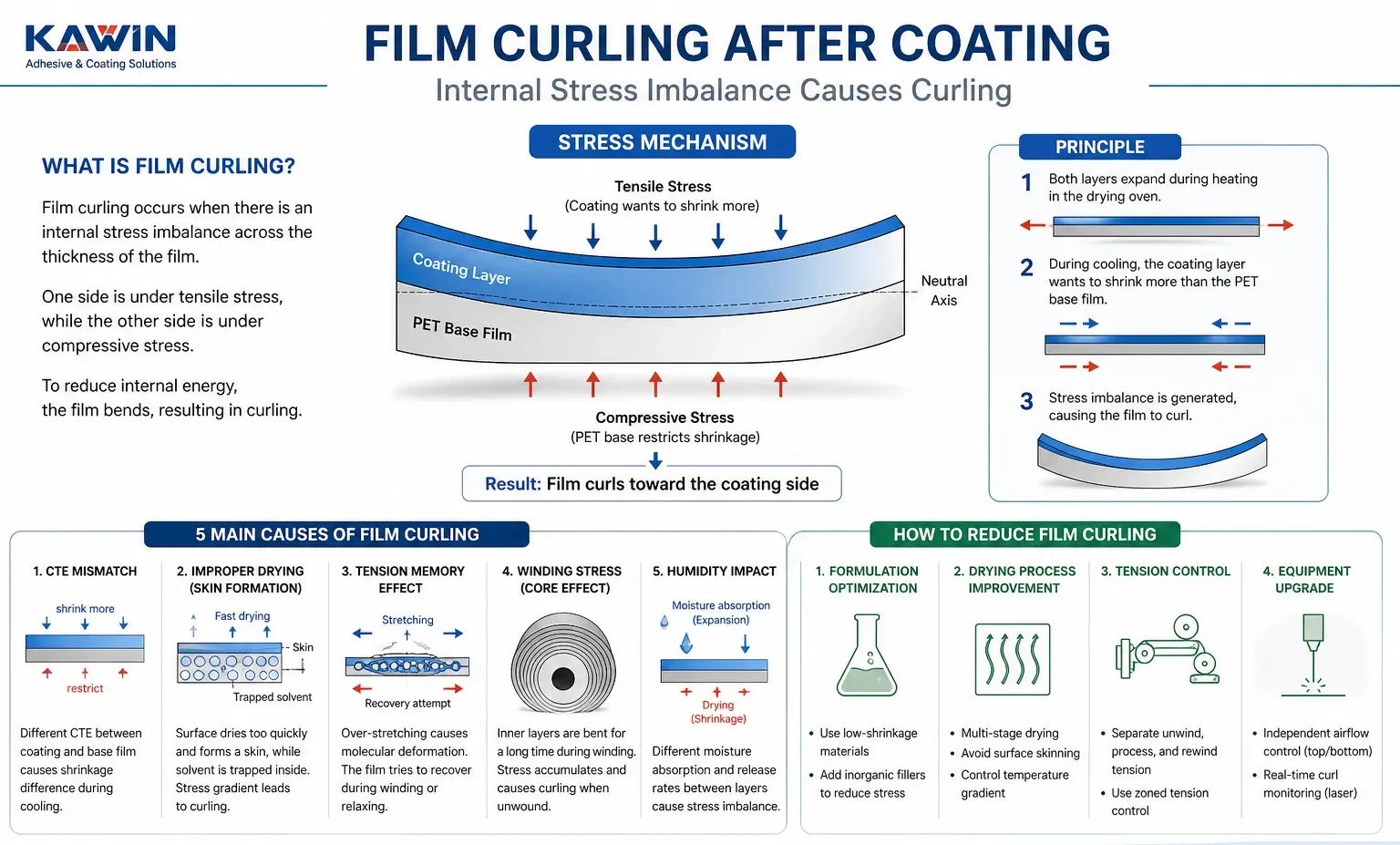
5 Main Causes of Film Curling
1. CTE Mismatch (Thermal Shrinkage Difference)
This is the most common cause in coated films.
The coating layer and the base film (such as PET) have different coefficients of thermal expansion (CTE).
During drying:
- Both layers expand under heat
- During cooling, the coating shrinks more than the base film
Because the base film restricts the shrinkage, internal stress builds up.
Result: the film curls toward the coating side.
2. Improper Drying (Surface Skinning Effect)
Drying too fast can create problems.
If:
- Temperature is too high
- Air speed is too strong
Then:
- The surface dries first and forms a skin
- Solvent inside cannot escape
This leads to:
- Surface already shrunk
- Inner layer still swollen
The stress difference causes curling.
3. Tension Memory Effect
Film is a viscoelastic material.
If it is overstretched:
- Molecular chains deform
- The deformation cannot fully recover
Even after tension is reduced, the internal stress remains.
During winding:
- The film tries to shrink back
- Stress builds internally
This leads to curling and deformation.
4. Winding Stress (Core Effect)
After winding:
- Inner layers remain bent for a long time
- Stress accumulates near the core
When the roll is unwound:
- Curling appears suddenly
5. Humidity Impact
Some materials absorb moisture.
- Moisture absorption causes expansion
- Drying causes shrinkage
Different layers respond differently to humidity.
This creates stress imbalance and leads to curling.
How Film Curling Affects Production
Production Issues
- Reduced yield during cutting and lamination
- Web handling problems (jamming, breakage)
- Poor machine compatibility
Product Performance Issues
- Poor adhesion (bubbles, edge lifting)
- Reduced strength and durability
- Optical defects
Customer Impact
End users expect flat materials.
Curling leads directly to quality complaints and lost trust.
Common Questions
Thick vs Thin Coating — Which Curls More?
- Thick coatings generate higher shrinkage stress
- Thin coatings are more sensitive to substrate flatness
Both can cause curling depending on system balance.
Are Water-Based Coatings Better?
Not always.
Water has higher surface tension.
Capillary forces during drying can increase stress.
Why Does Changing PET Supplier Affect Curling?
Different PET films have different shrinkage rates.
Typical variation:
0.2% – 0.5%
This is enough to change stress balance significantly.
Can Curling Be Eliminated Completely?
No.
The goal is to control curling within an acceptable range.
A small amount of residual stress can even be beneficial.
Practical Solutions to Reduce Film Curling
Short-Term Fixes
- Add reverse bending roller before winding
- Use interleaf film (PE separator)
- Gradually reduce winding tension
Note: excessive reverse bending may damage brittle coatings.
Long-Term Solutions
1. Optimize Formulation
- Use low-shrinkage materials
- Add inorganic fillers to reduce stress
2. Improve Drying Process
- Use multi-stage drying
- Avoid surface skinning
- Control temperature gradient
3. Optimize Tension Control
- Separate unwind, process, and rewind tension
- Use zoned tension control
4. Upgrade Equipment
- Independent airflow control
- Real-time curl monitoring
Industrial Solution for Stable Coating Performance
At KAWIN, we help manufacturers reduce film curling through:
- Optimized coating materials
- Low-shrinkage adhesive systems
- Process matching for different PET films
Our solutions are widely used in:
- Protective films
- Industrial tapes
- Laminated materials
If you are facing:
- Curling after coating
- Curling during lamination
- Adhesion problems caused by stress
Contact us for customized solutions.
Conclusion
Film curling is not caused by a single factor.
It is the result of:
- Material properties
- Process conditions
- Equipment design
- Winding methods
The key is system-level stress control.
When internal stress is properly managed,
film curling can be effectively minimized.